
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
昆明金属焊管制造机组以6061铝合金内胆碳纤维全环绕气瓶为例阐明,其较钢制气瓶具有概括功能,作业压力大幅度进步(现在国家规范为35Mpa,日本已达70Mpa),储气量添加,重量减轻约50%,具有更好的耐腐蚀性、绝缘性、减震性和安全性。昆明金属焊管制造机组其出产方法首要有以下两种:铝合金板材→冲成圆片→多次深冲+退火→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。铝合金管材→旋压成型→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。相对板材切片深冲出产工艺而言,用管材直接旋压出产功率更高,产品质量安稳。尽管管材资料本钱较板材高一些,但概括后续加工本钱、出产功率、质量本钱等因素,其终究出产本钱可能差不多或稍略低。

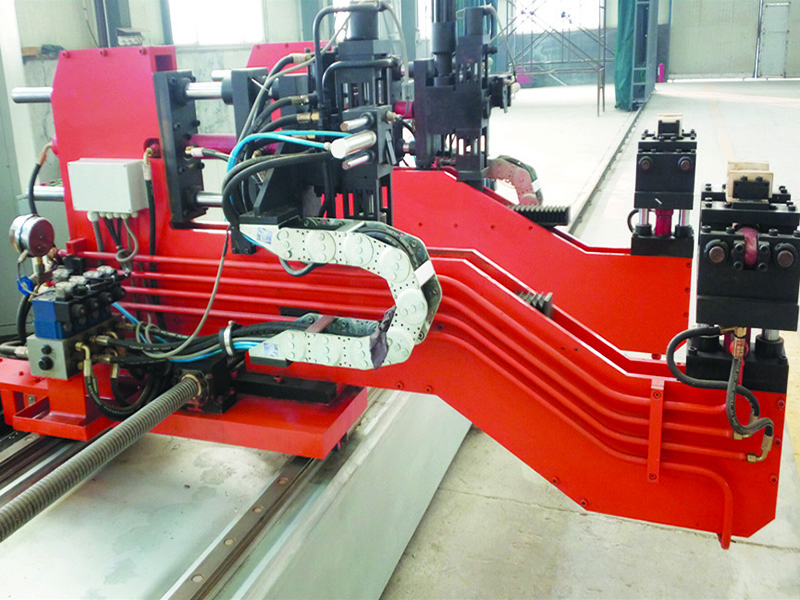
昆明金属焊管制造机组液压部分由水压部分和油压部分组成。机组的水压部分由低压水泵、增压器、单向阀组、充液罐组成,完结对钢管的冲刷、填充低压水和高压水增压。选用离心泵、充液罐供水,增压器增压,可在短时刻内充溢被试钢管并且水中气泡少,充水质量高,可大大削减增压水量,缩短增压时刻。金属焊管制造机组厂家全部选用液压传动,液压体系共由三个独立的体系组成,即后梁传动体系、主缸压力和水压份额平衡盯梢体系和主液压体系。主液压体系由油箱、主油泵、冷却器、过滤器、蓄能器、空气滤清器、液位继电器、温度计、电加热器、操控阀台等组成。主液压体系的功能为操控增压器动作、固定保管设备、进出料运管小车、出料台架动作、旋转冲刷设备、夹紧拔管设备、在进行水压实验过程中,为确保人身及设备的安全须留意以下事项:在水压实验升压过程中,应中止锅炉内全部检修作业,作业负责人在升压前须查看炉内各部是否有其他作业人员,并通知他们暂时脱离,然后才干够开始升压。

昆明金属焊管制造机组压力容器根本组成。昆明金属焊管制造机组永旺彩票一般是由板、壳组合而成的焊接结构。受压元件中,圆柱形筒体、球罐 (或球 形封头)、椭圆形封头、碟形封头、球冠形封头、锥形封头和膨胀节所对应的壳别离是圆柱 壳、球壳、椭球壳、球冠+环壳、球冠、锥壳和环形板+环壳。而平盖 (或平封头)、环形 板、法兰、管板等受压元件别离对应于圆平板、环形板 (外半径与内半径之差大于10倍的 板厚)、环 (外半径与内半径之差小于10倍的板厚)以及弹性根底圆平板。上述7种壳和4 种板能够组合成各种压力容器结构方法,再加上密封元件、支座、安全附件等就构成了一台 完好的压力容器。图1-1为一台卧式压力容器的总体结构图,下面结合该图对压力容器的基 本组成作简略介绍。

因为各种因素影响,我国前期在昆明金属焊管制造机组范畴长时刻处于落后位置。1931年日本侵吞东北今后,在沈阳、大连树立机械厂,设备了20MN、40MN自在金属焊管制造机组厂家出产锻件。1945年8月,苏联红军出动军队东北围歼日军主力后,这些铸造设备被苏联拆走。日本战胜投降今后,1947年民国政府以战争补偿名义,从日本拆回一批铸造设备,有10MN、12MN、20MN自在锻水压机各1台、30MN自在锻水压2台,5吨蒸汽锤2台,以及3吨以下蒸汽锤约5台。这些设备运回后一向存放在几个省市的库房中锈蚀。1949年新我国成立今后,敏捷推进重工业和国防工业体系建造,而这些范畴都急需大型锻压设备。政府主管部门就着手布置日本补偿铸造设备的运用单位,由沈阳重型机器厂等单位进行修正,规划和建造厂房,砌筑加热炉、热处理炉和其他配套设施。




