
电话:0534-7630699/7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
1953年沈阳重型机器厂首先将日本补偿散存在鞍山的2000吨(20MN)自在柳州全套管材水压试验机修正并设备投产,这是我国榜出产大型锻件的企业,也是培育大锻件出产办理干部、技能人员和工人的摇篮。经过对日本补偿水压机的修配作业,成为我国能规划制作铸造水压机的榜企业。1954年,日本补偿的10MN自在锻水压机修正后,在我国自行规划建造的太原重型机器厂设备试出产。另1台日本补偿的12MN自在柳州全套管材水压试验机永旺彩票修正后放在上海彭浦机器厂。这批铸造设备尽管现已阵旧,铸造水压机大部份是蒸汽增压式,结构落后、功能较差,但都是其时的“国宝”。1957年,太原重型机器厂设备了两台水压机,一台是从捷克进口的30MN水压机,另一台25MN自在锻水压机,该压机由沈阳重型机器厂将日本补偿的30MN自在锻水压机修配而成。

柳州全套管材水压试验机压力容器根本组成。柳州全套管材水压试验机一般是由板、壳组合而成的焊接结构。受压元件中,圆柱形筒体、球罐 (或球 形封头)、椭圆形封头、碟形封头、球冠形封头、锥形封头和膨胀节所对应的壳别离是圆柱 壳、球壳、椭球壳、球冠+环壳、球冠、锥壳和环形板+环壳。而平盖 (或平封头)、环形 板、法兰、管板等受压元件别离对应于圆平板、环形板 (外半径与内半径之差大于10倍的 板厚)、环 (外半径与内半径之差小于10倍的板厚)以及弹性根底圆平板。上述7种壳和4 种板能够组合成各种压力容器结构方法,再加上密封元件、支座、安全附件等就构成了一台 完好的压力容器。图1-1为一台卧式压力容器的总体结构图,下面结合该图对压力容器的基 本组成作简略介绍。

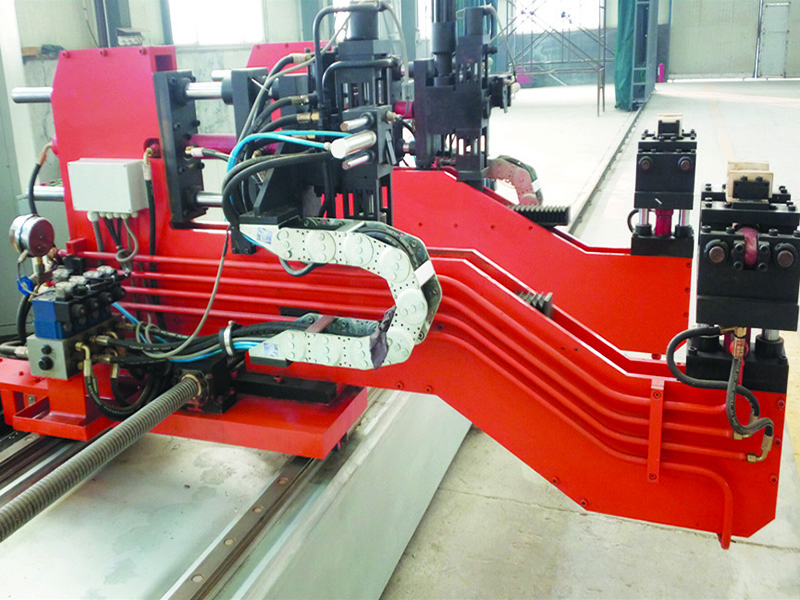
柳州全套管材水压试验机螺旋钢管出产厂家螺旋焊管机组选用*的辊式向心成型理论,焊接选用闻名的林肯焊机,选用德国西门子PLC操控体系,并选用英国meta公司出产的激光盯梢体系主动,整套机组配有主动化程度较高的电脑触摸屏操控体系和在线超声波探伤仪,X射线工业电视,1500吨主动操控静水压实验机,柳州全套管材水压试验机永旺彩票主动化程度高,成型安稳,焊接质量牢靠。首先,因为缺点与焊缝相平行,故对螺旋管来说,其焊缝的缺点为“斜缺点”。在运用过程中,钢管的主应力方向,即钢管轴线方向的当量缺点长度比直缝管小,其次,因为管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比笔直于轧制方向的倍。焊接钢管也称焊管,是用钢板或带钢通过卷曲成型后焊接制成的钢管。焊接钢管出产工艺简略,出产功率高,种类规范多,设备资少,但一般强度低于无缝钢管。

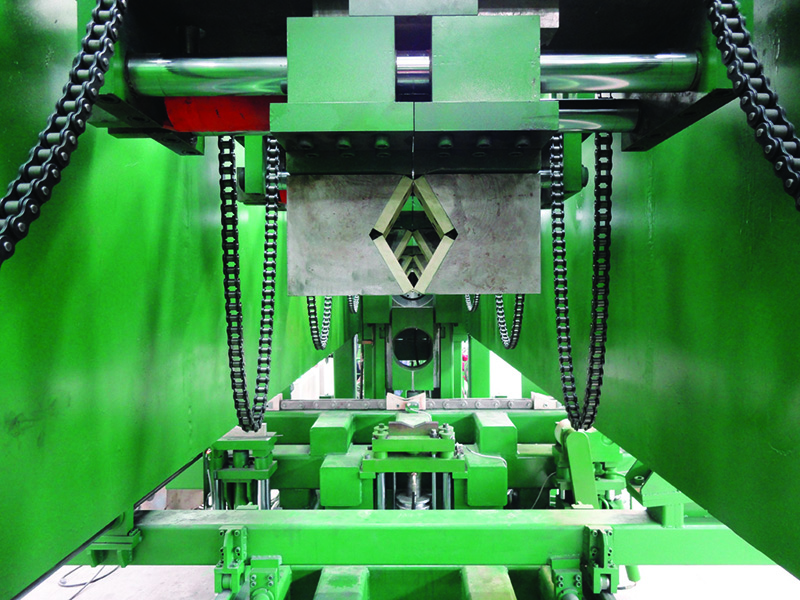
柳州全套管材水压试验机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。柳州全套管材水压试验机永旺彩票滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。
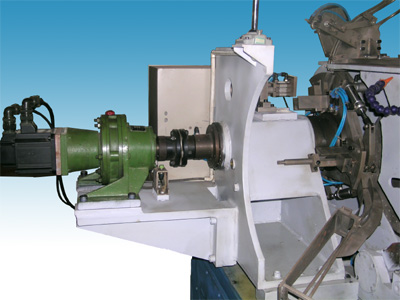
柳州全套管材水压试验机直缝钢管是焊缝与钢管纵向平行的钢管。一般分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管出产工艺简略,出产功率高,成本低,开展较快。全套管材水压试验机价格螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还能够用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管相比,焊缝长度添加30~100%,并且出产速度较低。直缝钢管按出产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方法又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
柳州全套管材水压试验机是检验制作钢管产品质量的首要设备类型之一,能够对钢管进行必定的压力与一段时刻的水压实验,熟练掌握并且了解了这些智慧的密封性与其他存在的缺点等状况,然后能够判别出这些钢管是否具备了防止走漏的压力,原料能否到达了工艺规划的需求。本文对全套管材水压试验机价格永旺彩票液压体系中容易呈现的许多毛病进行剖析,并概括总结出相应的处理对策。众多周知,机械中所容易引起的毛病首要的原因是因为轴承光滑不行而发生的卡死现象,依据不完全统计,有90%以上的体系机械毛病是因为不行光滑的原因所引起的,而水压机中许多毛病问题也是因为光滑原因而引起的。




