
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

一般的无锡全套焊管制造机无缝钢管的出产工艺能够分为冷拔与热轧两种,冷轧无缝钢管的出产流程一般要比热轧要杂乱,管坯首先要进行三辊连轧,揉捏后要进行定径测验,假如外表没有呼应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要留意外表是否有大量的起泡发生,假如有大量的起泡发生阐明钢管的质量达不到呼应的规范。外观上冷轧无缝钢管要短于热轧无缝钢管,全套焊管制造机厂家冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,可是外表看起来比厚壁无缝钢管愈加亮堂,外表没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状况一般是热轧状况通过热处理后进行交货。

无锡全套焊管制造机(waterhydraulic forgingpress)是液压机的一个分支。无锡全套焊管制造机以帕斯卡液体静压传动为根本作业原理,用乳化液、水或矿物油为作业介质,可分为水压机和油压机两大类。水压机又可分为自在铸造水压机和模锻水压机。其间自在铸造水压机首要用自在锻方法,来铸造大型高强度部件,如船用曲轴、重达百吨的合金钢轧辊等。模锻水压机则用坯料在近似关闭模具中锻压成型的方法,来制作一些强度高、形状杂乱,尺度精度高的零件,如飞机起落架、发动机叶片等航空零件。就像蒸馒头要揉面一样,铸造液压机不只是金属成型的一种办法,一起也是锻合金属内部缺点、改动金属内部流线、进步金属机械功能的重要手法。
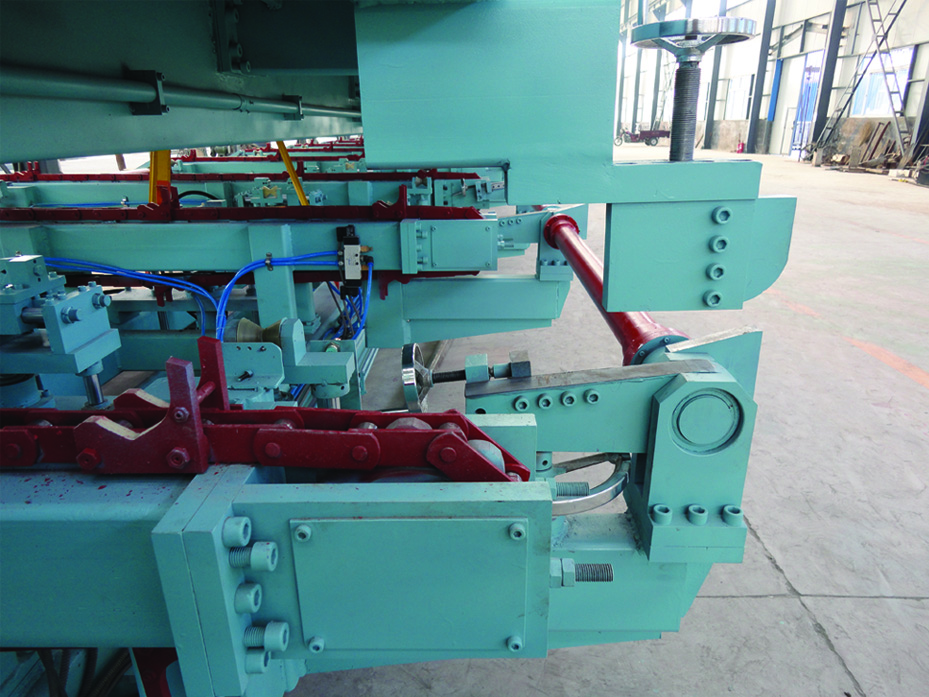
密封无锡全套焊管制造机机构如下图所示,由密封圈和试压头组成。密封圈又由一个聚氨橡胶环、若干扇形支承块和L形协作器组成,试压头的密封腔接通液压源。静水压实验中,高压水效果在大空隙密封胶圈外沿和Y型密封,胶圈外沿发生形变,沿着工装方向压紧工装和试压头,一同Y型密封也发生形变,沿着工装径向方向压紧工装和试压头。无锡全套焊管制造机永旺彩票在水压实验过程中,大空隙密封、Y形密封、工装与试压头组成密封腔,确保高压水不会从工装和沿钢管径向方向走漏,确保了水压实验过程中的密封,效果在大空隙密封和Y型密封上的压力与钢管内水压压力保持共同,确保了密封效果。

无锡全套焊管制造机对铝合金大口径无缝管材而言,现在的出产方法一般为正向热揉捏和反向热揉捏两种,其间反向揉捏又分为卧式双驱动揉捏机反揉捏和立式模锻压机反揉捏。卧式揉捏机出产管材时,出产功率高,但因为揉捏筒、揉捏轴(或大针)等工具工装替换杂乱、费时,一起需长时刻预热,不适合小批量、多规范管材的出产。全套焊管制造机厂家永旺彩票对正向揉捏出来的管材,尽管挤出管材长度长,但也存在管材的前尾端安排功能的不均匀、粗间环以及壁厚差较大、不同心等问题。反向揉捏出来的管材,管材的前后端安排功能差异性得到了改善,但长度受揉捏轴长度所限。本世纪初,西南铝业(集团)有限责任公司铸造厂首先开发了铝合金大规范管材的反揉捏出产工艺,在6000吨立式自在铸造水压机上出产出了曾经用12500吨卧式揉捏机Φ800mm筒才干出产的Φ500mm以上的铝合金管材,下降了出产本钱,缩短了出产周期,满意了国防军工急需。
监控组态软件包含开发环境体系和运转环境体系。它们设备在工程师站和操作员站上,工程师有权限运转开发环境体系和运转环境体系,操作员只能运转运转环境体系。在运转环境体系里,实施分级密码保护,不同权限的操作员只能运转对应权限的操作,工程师具有权限,他能够进行一切操作。工程师运用开发环境体系开宣布监控程序,运转环境体系担任现。全套焊管制造机厂家的巨细不一,其间比较有用途的是巨大万吨水压机。铸造依据成型时金属活动方法分为模锻和自在锻两种,模锻是金属在近似关闭的模型中全体成型,常用于大批量锻件出产。因为金属在模锻进程中全体活动,因而要求无锡全套焊管制造机永旺彩票能力较大;自在铸造是局部变形,经过压力机上下砧座和相关附具,将金属逐步锻打成需求的形状,常用于单件小批量和大型锻件出产。比如汽轮机转子、大型支撑辊、船用大型曲轴、核电中的压力壳、蒸发器、接收段等等。这些大型锻件无法用模锻的办法出产,只能在自在铸造压力机上完结。一般常说的万吨水压机首要指自在铸造水压机。

无锡全套焊管制造机内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接规范。考虑到我国乡村市场潜力大并且没有挖掘,螺旋钢管职业的开展空间无疑愈加宽广。燃气供应体系与采暖消费趋势也将带来需求增量,我国现在现已建立了以大口径螺旋钢管,厚壁螺旋钢管,防腐螺旋钢管为主的管道运用工业,这三类资料产品占有了螺旋钢管职业首要供应份额。螺旋焊管规范强度一般比直缝焊管高,全套焊管制造机厂家螺旋焊管规范能用较窄的坯料出产管径较大的焊管,螺旋焊管规范还能够用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管相比,螺旋焊管规范焊缝长度添加30~100%,并且螺旋焊管规范出产速度较低。较小口径的焊管大都选用直缝焊,大口径焊管则大多选用螺旋焊管规范。




