
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

1、西安全套小型水压试验机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、全套小型水压试验机如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。

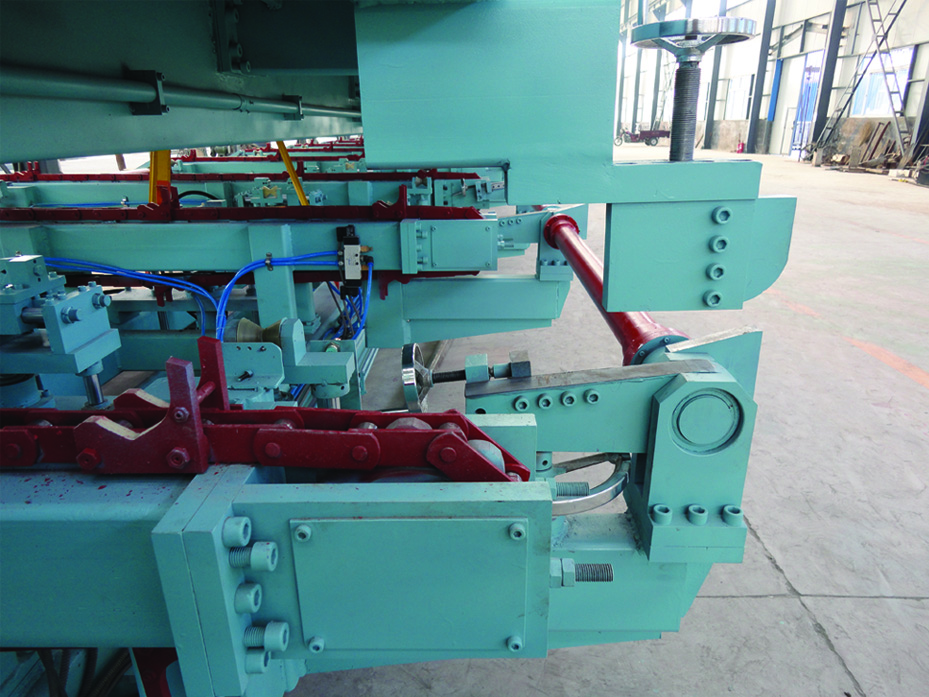
密封西安全套小型水压试验机机构如下图所示,由密封圈和试压头组成。密封圈又由一个聚氨橡胶环、若干扇形支承块和L形协作器组成,试压头的密封腔接通液压源。静水压实验中,高压水效果在大空隙密封胶圈外沿和Y型密封,胶圈外沿发生形变,沿着工装方向压紧工装和试压头,一同Y型密封也发生形变,沿着工装径向方向压紧工装和试压头。西安全套小型水压试验机在水压实验过程中,大空隙密封、Y形密封、工装与试压头组成密封腔,确保高压水不会从工装和沿钢管径向方向走漏,确保了水压实验过程中的密封,效果在大空隙密封和Y型密封上的压力与钢管内水压压力保持共同,确保了密封效果。
1953年沈阳重型机器厂首先将日本补偿散存在鞍山的2000吨(20MN)自在西安全套小型水压试验机修正并设备投产,这是我国榜出产大型锻件的企业,也是培育大锻件出产办理干部、技能人员和工人的摇篮。经过对日本补偿水压机的修配作业,成为我国能规划制作铸造水压机的榜企业。1954年,日本补偿的10MN自在锻水压机修正后,在我国自行规划建造的太原重型机器厂设备试出产。另1台日本补偿的12MN自在西安全套小型水压试验机修正后放在上海彭浦机器厂。这批铸造设备尽管现已阵旧,铸造水压机大部份是蒸汽增压式,结构落后、功能较差,但都是其时的“国宝”。1957年,太原重型机器厂设备了两台水压机,一台是从捷克进口的30MN水压机,另一台25MN自在锻水压机,该压机由沈阳重型机器厂将日本补偿的30MN自在锻水压机修配而成。

1、西安全套小型水压试验机水压实验是查看锅炉承压部件严密性的实验,水压实验的规模应包含锅炉一切承压受热面体系,本体规模内的汽水管道和附件,它是确保锅炉安全运转的重要措施之一。2、水压实验分为作业压力实验和超压实验两种。作业压力实验应依据检修和查看的需求可随时进行,实验压力为高温过热器出口蒸汽压力(5.29Mpa)。全套小型水压试验机价格超压实验一般用于新设备的锅炉和锅炉检修中替换了较多的承压部件的状况,其实验压力为汽包作业压力的1.25倍(7.29Mpa)。超压实验和作业压力的水压实验一般都以二次门为准,禁止一次门、二次门都参与水压实验。




