
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

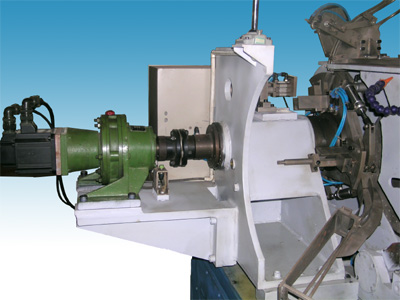
2018年02月,山东某钢厂检修时发现金属工业探伤机厂家立柱螺纹及对应螺母螺纹均呈现磨损。考虑到拆除返厂或外协机加工修理周期长、费用高,并且会严重影响企业的接连出产,构成企业所不能接受的经济损失。针对此问题与我公司进行了接洽,并与公司达成了在线修正合作事宜,两边并就此展开了积极合作。常州金属工业探伤机永旺彩票是部分钢铁厂正常出产的重要设备,其在运转中呈现损坏停机,将严重影响企业的正常出产。此类问题企业选用传统修正方法很难完结现场修正,只能选用作废替换或外协加工进行修正,选用替换部件或外协加工修正受费用高、时刻长的约束企业难以接受。而选用高分子复合资料经过现场修正,为企业节省了宝贵的出产时刻,费用低价,并且为企业供给了一套全新的修理保护技能手法,再次遇到类似问题时,企业能够在榜首时刻自主处理。福世蓝技能的呈现,完善了企业的设备办理体系,为企业快速、高效修正设备运转中呈现的各种问题供给了手法和依据,为企业设备办理水平的进步奠定了杰出的技能根底。

常州金属工业探伤机选用空气等离子切开机将钢管切成单根。切成单根钢管后,每批钢管都要进行严厉的首检制度,查看焊缝的力学功能,化学成份,溶合状况,钢管外表质量以及通过无损探伤查验,确保制管工艺合格后,才干正式投入出产。金属工业探伤机厂家焊缝上有接连声波探伤符号的部位,通过手动超声波和X射线复查,如确有缺点,通过修补后,再次通过无损查验,直到确认缺点现已消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的地点管,全部通过X射线电视或拍片查看。每根钢管通过静水压实验,压力选用径向密封。实验压力和时刻都由钢管水压微机检测设备严厉操控。实验参数主动打印记录。管端机械加工,使端面笔直度,坡口角和钝边得到准确操控。

常州金属工业探伤机(waterhydraulic forgingpress)是液压机的一个分支。常州金属工业探伤机以帕斯卡液体静压传动为根本作业原理,用乳化液、水或矿物油为作业介质,可分为水压机和油压机两大类。水压机又可分为自在铸造水压机和模锻水压机。其间自在铸造水压机首要用自在锻方法,来铸造大型高强度部件,如船用曲轴、重达百吨的合金钢轧辊等。模锻水压机则用坯料在近似关闭模具中锻压成型的方法,来制作一些强度高、形状杂乱,尺度精度高的零件,如飞机起落架、发动机叶片等航空零件。就像蒸馒头要揉面一样,铸造液压机不只是金属成型的一种办法,一起也是锻合金属内部缺点、改动金属内部流线、进步金属机械功能的重要手法。
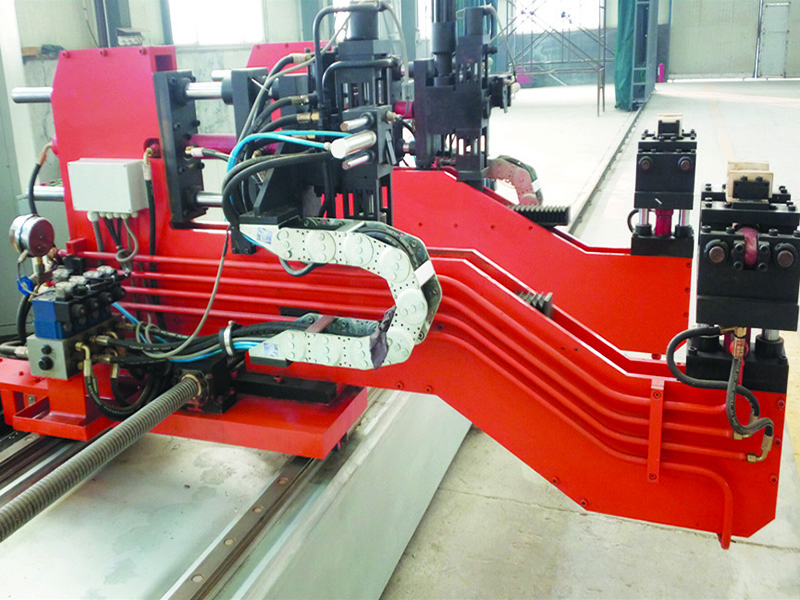
常州金属工业探伤机管道厂的焊接钢管水压实验机旨在削减管材在测验阶段精加工时的延误。为了契合特定的规范,测验保持时刻会依据正在进行测验的管材进行变化。自1911年以来,法孚就凭借Taylor-Wilson品牌专心于焊接钢管水压实验机工程,在全球规模内供应的水分测定器、检漏器、断裂测验器现已超过49个。金属工业探伤机厂家此次供给给德国杜塞尔多夫拉特工厂的焊接钢管水压实验机测验才干超出API等级规范,能在超过1250 bar (18,130 PSI)的状况下测验 Cr13管材。直径高达406.4 mm(16“)、重壁厚可达50 mm(1.97”)、末端荷载重达8944 kN(2010620磅),这是法孚迄今为止所制作的最高规范。这款高技能要求的设备满意小批量加工这一打破的一同,也确保了好的质量,并且灵敏易操作:设备便利维护、可快速换刀。
常州金属工业探伤机能够加大液压体系凸轮的升程与缝隙,然后优化凸轮运用的敞开力,削减齿轮的磨损量,能够让分配器的排水阀门敞开度大于26.6毫米,然后到达最规范装备。关于充液罐中压力超越了1.1mpa之后,有必要要进行报警,依据实践毛病发生条件来对液压分配器机芯敞开度进行有用猜测,当在阀门敞开度小于实践敞开度数值的25%之后,要及时进行检修,这样能够杜绝实践作业中液压体系加压发生的毛病问题。金属工业探伤机厂家运用进程中要进行重点监测,特别要在运转进程中优化阀门的敞开时刻,以防水压机阀门敞开过快而使得液压较大而将水阀冲破,并且要防止敞开力过大,使得齿轮过量磨损。咱们能够经过以上的研讨,对现代水压机液压体系的日常运用、保护等运用作业有着较为深入全面的了解,能够让咱们了解到提早预防比后期修理的重要性。可是咱们需求重视日常的机械保护保养作业,许多毛病是能够防止的。并且也要对日常的零件加作业业与质量进行有用操控与了解,这样对咱们扫除体系毛病与后期修理作业有着巨大帮助。

常州金属工业探伤机烤油:用氧气-乙炔焰烧烤损害外表(包含螺母螺纹及立柱螺纹),完全清除外表及渗入基体安排的油污。2) 打磨:运用钢丝刷打磨待修正外表的锈迹、杂质,直至漏出金属原色;3) 清洗:用无水乙醇将打磨后的外表完全清洗干净;4) 金属工业探伤机厂家永旺彩票涂脱模剂:立柱螺纹外表涂803脱模剂,晒干备用,方便后期检修拆卸;5) 谐和资料:严格依照资料要求的混合份额谐和福世蓝高分子复合资料2211F,搅拌均匀直至无色差;6) 涂改资料:先在螺母螺纹上涂改薄薄一层,确保资料压进外表上的每一个微孔,要掩盖严,然后将资料均匀涂改在这个底层上,尺度略大于磨损尺度即可;再在立柱螺纹上涂改薄薄一层资料;7) 设备:快速设备对开螺母,整个设备紧固进程操控在40分钟之内。




