
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
衡阳全套焊管制造机选用空气等离子切开机将钢管切成单根。切成单根钢管后,每批钢管都要进行严厉的首检制度,查看焊缝的力学功能,化学成份,溶合状况,钢管外表质量以及通过无损探伤查验,确保制管工艺合格后,才干正式投入出产。全套焊管制造机多少钱焊缝上有接连声波探伤符号的部位,通过手动超声波和X射线复查,如确有缺点,通过修补后,再次通过无损查验,直到确认缺点现已消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的地点管,全部通过X射线电视或拍片查看。每根钢管通过静水压实验,压力选用径向密封。实验压力和时刻都由钢管水压微机检测设备严厉操控。实验参数主动打印记录。管端机械加工,使端面笔直度,坡口角和钝边得到准确操控。
一般的衡阳全套焊管制造机无缝钢管的出产工艺能够分为冷拔与热轧两种,冷轧无缝钢管的出产流程一般要比热轧要杂乱,管坯首先要进行三辊连轧,揉捏后要进行定径测验,假如外表没有呼应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要留意外表是否有大量的起泡发生,假如有大量的起泡发生阐明钢管的质量达不到呼应的规范。外观上冷轧无缝钢管要短于热轧无缝钢管,全套焊管制造机多少钱冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,可是外表看起来比厚壁无缝钢管愈加亮堂,外表没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状况一般是热轧状况通过热处理后进行交货。
因为对技能及商业秘密的保护重视不足,西南铝全套焊管制造机多少钱出产铝合金大规范管材的技能及工装模具图纸很快就扩散到全国各地,使反揉捏成为现在国内不同规范(特别是大口径管材)、小批量管材的首要出产方法。用立式铸造压机反向揉捏出产出来的管材,除长度受压机的净空高度与横梁行程约束外,还因外表质量差原因需机械加工,导致出产本钱添加和出产周期延长。但也因为需求机械加工,终究交给用户的管材其外表质量、尺度精度能很好的确保,用户回去后不需经再就能够运用。衡阳全套焊管制造机铝合金管材除国防军工和石油化工范畴的传统用途外,跟着环境保护的重视力度加强,且因为铝合金杰出的耐腐蚀能力,在以天然气、氢气为代表的新能源的开发与运用中将扮演重要人物。以6061铝合金内胆碳纤维全环绕气瓶为例阐明,其较钢制气瓶具有概括功能,作业压力大幅度进步(现在国家规范为35Mpa,日本已达70Mpa),储气量添加,重量减轻约50%,具有更好的耐腐蚀性、绝缘性、减震性和安全性。

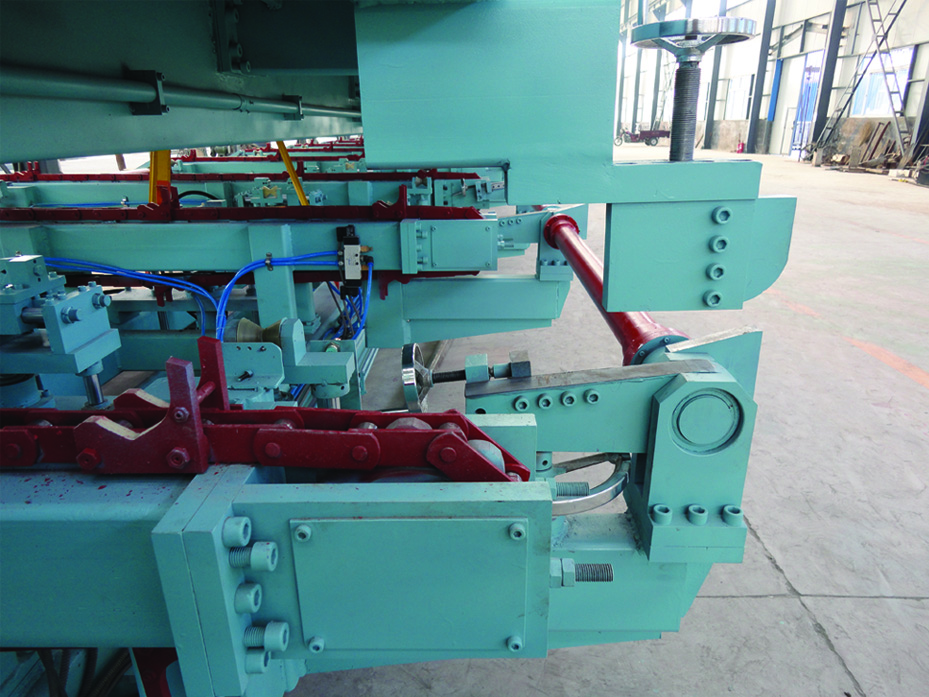
衡阳全套焊管制造机是对钢管进行承压检测的专用设备,该设备主要是对各种不同管径的不锈钢管、合金钢管和直缝焊管进行承压试验。 该全套焊管制造机多少钱永旺彩票采用2个可升降的托辊托住被试钢管,利用主油缸将钢管压紧在固定推板和活动紧板之间,使钢管两端管口密封。依靠大流量低压泵完成进水,再利用高压泵完成打压试验。2、钢管水压试验机的结构及工作原理。该设备由油缸支架、固定板、活动推板、大梁、托料辊、上料机构、下料机构、液压系统、水压系统和电气控制系统组成。(1)油缸支架。油缸支架用于支撑油缸,油缸负责在工作时推动活动推板。(2)固定板 。固定板采用优质碳素钢板焊接而成,它位于设备端部,与大梁焊接在一起。板的中心装有进水管,水泵通过该进水管将水注入被试钢管。

密封衡阳全套焊管制造机机构如下图所示,由密封圈和试压头组成。密封圈又由一个聚氨橡胶环、若干扇形支承块和L形协作器组成,试压头的密封腔接通液压源。静水压实验中,高压水效果在大空隙密封胶圈外沿和Y型密封,胶圈外沿发生形变,沿着工装方向压紧工装和试压头,一同Y型密封也发生形变,沿着工装径向方向压紧工装和试压头。衡阳全套焊管制造机永旺彩票在水压实验过程中,大空隙密封、Y形密封、工装与试压头组成密封腔,确保高压水不会从工装和沿钢管径向方向走漏,确保了水压实验过程中的密封,效果在大空隙密封和Y型密封上的压力与钢管内水压压力保持共同,确保了密封效果。

1、衡阳全套焊管制造机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、全套焊管制造机如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。




