
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
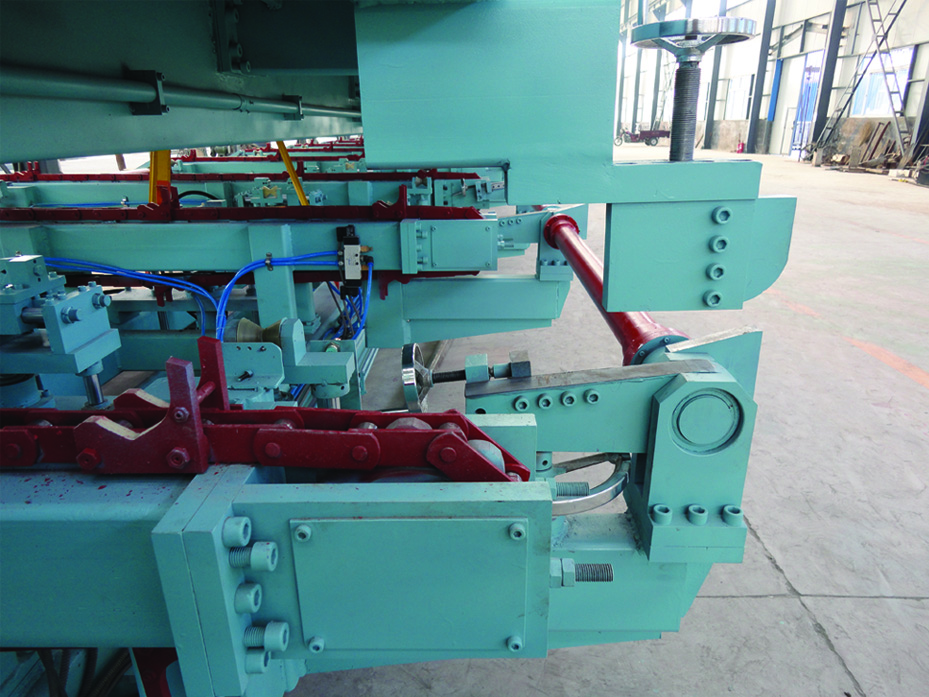
徐州金属焊管制造机单层式筒体 筒体的器壁在厚度方向是由一全体资料所构成,也便是器壁只要一层 (为防止内部介质腐蚀,衬上的防腐层不包含在内)。单层筒体按制作方法又可分为单层卷焊 式、全体铸造式、锻焊式、非焊接瓶式等几种。徐州金属焊管制造机其间单层卷焊式结构是现在制作和运用最多 的一种筒体方法,它选用钢板在大型卷板机上卷成圆筒,经焊接纵焊缝成为筒节,然后与封头或端部法兰拼装焊接成容器,图1-1所示筒体即为单层卷焊式结构。而全体铸造式结构是 最早选用的筒体方法,制作时筒体与法兰可整锻为一体或用螺纹衔接,整个筒身没有焊缝。 焊接技能开展后呈现了分段铸造,然后焊接拼合成全体的锻焊式筒体。非焊接瓶式筒体首要 有两种制作办法:一种是由无缝钢管经过两头热旋压收口制成;另一种是钢锭冲压后再 经过热旋压收口。一般,全体铸造式和锻焊式筒体首要用于高压和高压容器中,而非焊接 瓶式筒体常用于制作非焊接大容积瓶式压力容器。
1.徐州金属焊管制造机板探:用来制作大口径埋弧焊直缝钢管的钢板进入出产线后,首先进行全板超声波查验;2.铣边:通过铣边机对钢板两边际进行双面铣削,使之到达要求的板宽、板边平行度和坡口形状;3.预弯边:使用预弯机进行板边预弯,使板边具有契合要求的曲率;4.成型:在JCO成型机上首先将预弯后的钢板的一半通过屡次步进冲压,压成"J"形,再将钢板的另一半相同曲折,压成"C"形,构成开口的"O"形。5.徐州金属焊管制造机永旺彩票预焊:使成型后的直缝焊钢管合缝并选用气体维护焊(MAG)进行接连焊接;6.内焊:选用纵列多丝埋弧焊(可为四丝)在直缝钢管内侧进行焊接;7.外焊:选用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;8.超声波查验Ⅰ:对直缝焊钢管表里焊缝及焊缝两边母材进行100%的查看;9.X射线查看Ⅰ:对表里焊缝进行100%的X射线工业电视查看,选用图象处理体系以确保探伤的灵敏度;10.扩径:对埋弧焊直缝钢管全长进行扩径以进步钢管的尺度精度,并改进钢管内应力的散布状况。

徐州金属焊管制造机玻璃钢管环绕设备是我国先进的科学技能,跟着玻璃钢管环绕设备作业的强度较高,玻璃钢管环绕设备有着严密的作业流程,下面就一同来看一下玻璃钢管环绕设备的作业流程吧!玻璃钢环绕管道选用的是微机操控往复式定长接连纤维湿法环绕工艺,这种工艺是在一个规范长度的旋转芯模上制作玻璃钢管。金属焊管制造机厂家通过调整芯模旋转和玻璃纤维导丝头运动的相对速度,依照设计的线型将浸有一定量树脂的玻璃纤维均匀等厚地环绕在芯模外表上。玻璃钢环绕设备,其技能中心是选用固定在前后圆盘上的若干个特殊结构环绕辊来接连驱动钢带构成环绕内芯模,环绕辊的输出动力变频可调,输出的动力规模大,为钢带快速的前后循环运转供给了强壮的动力确保。在钢带构成的环绕内芯模上接连的完结玻纤环绕、复合、加砂、固化等工艺过程,一同在线完结制品的倒角、打磨、切开等工序。

一、徐州金属焊管制造机日常保养1、每次钢管水压实验机设备运用完毕后,去除盲板和机体外表油污、脏物和水残留。2、每次设备运用完毕后,卸掉液压体系和测验介质体系压力,卸掉储水箱内的用水。3、每次设备运用完毕后,对设备运动部位加注适量的润滑油。4、设备运用前,查看各气管接头衔接是否良好,是否有漏气漏油现象。高压管是否无缺,有无破损。5、设备运用前,查看储水箱水位处于水箱2/3-4/5高度;盲板上“O”型圈是否无缺。6、设备运用前,空压状况下,查看压力表是否归零处。7、假如一周设备未曾运用,参照以上1-6条,每周保养一次。二、徐州金属焊管制造机月度保养1、查看液压体系液压油位,处于合理位置(高于零点)。2、查看油压缸处于无漏油状况。3、查看和维护设备的螺丝锁紧。4、查看和维护设备生锈,为操作台等易生锈部位添加防护油。5、查看和维护设备电源,接地线,处于合格状况。




