
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

潍坊金属特殊管水压试验机是检验制作钢管产品质量的首要设备类型之一,能够对钢管进行必定的压力与一段时刻的水压实验,熟练掌握并且了解了这些智慧的密封性与其他存在的缺点等状况,然后能够判别出这些钢管是否具备了防止走漏的压力,原料能否到达了工艺规划的需求。本文对金属特殊管水压试验机价格液压体系中容易呈现的许多毛病进行剖析,并概括总结出相应的处理对策。众多周知,机械中所容易引起的毛病首要的原因是因为轴承光滑不行而发生的卡死现象,依据不完全统计,有90%以上的体系机械毛病是因为不行光滑的原因所引起的,而水压机中许多毛病问题也是因为光滑原因而引起的。

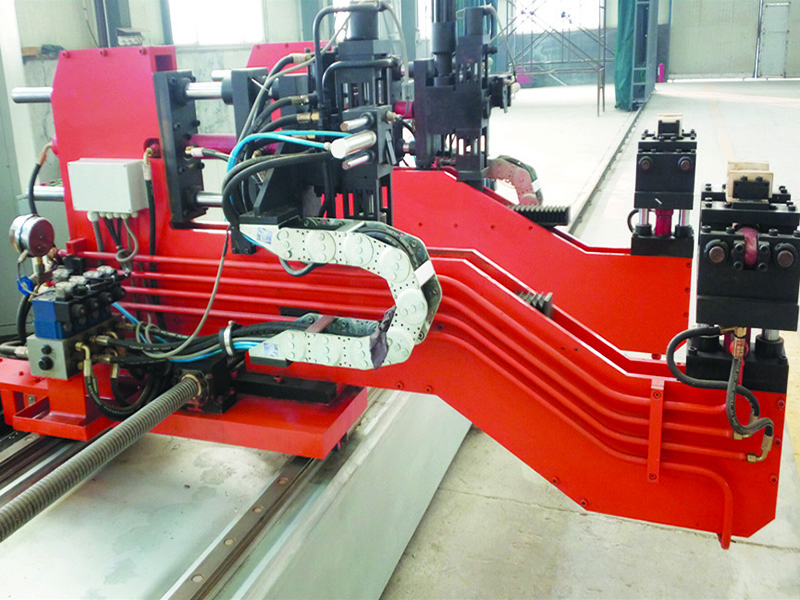
潍坊金属特殊管水压试验机是对钢管进行承压检测的专用设备,该设备主要是对各种不同管径的不锈钢管、合金钢管和直缝焊管进行承压试验。 该金属特殊管水压试验机价格永旺彩票采用2个可升降的托辊托住被试钢管,利用主油缸将钢管压紧在固定推板和活动紧板之间,使钢管两端管口密封。依靠大流量低压泵完成进水,再利用高压泵完成打压试验。2、钢管水压试验机的结构及工作原理。该设备由油缸支架、固定板、活动推板、大梁、托料辊、上料机构、下料机构、液压系统、水压系统和电气控制系统组成。(1)油缸支架。油缸支架用于支撑油缸,油缸负责在工作时推动活动推板。(2)固定板 。固定板采用优质碳素钢板焊接而成,它位于设备端部,与大梁焊接在一起。板的中心装有进水管,水泵通过该进水管将水注入被试钢管。

监控组态软件包含开发环境体系和运转环境体系。它们设备在工程师站和操作员站上,工程师有权限运转开发环境体系和运转环境体系,操作员只能运转运转环境体系。在运转环境体系里,实施分级密码保护,不同权限的操作员只能运转对应权限的操作,工程师具有权限,他能够进行一切操作。工程师运用开发环境体系开宣布监控程序,运转环境体系担任现。金属特殊管水压试验机价格的巨细不一,其间比较有用途的是巨大万吨水压机。铸造依据成型时金属活动方法分为模锻和自在锻两种,模锻是金属在近似关闭的模型中全体成型,常用于大批量锻件出产。因为金属在模锻进程中全体活动,因而要求潍坊金属特殊管水压试验机永旺彩票能力较大;自在铸造是局部变形,经过压力机上下砧座和相关附具,将金属逐步锻打成需求的形状,常用于单件小批量和大型锻件出产。比如汽轮机转子、大型支撑辊、船用大型曲轴、核电中的压力壳、蒸发器、接收段等等。这些大型锻件无法用模锻的办法出产,只能在自在铸造压力机上完结。一般常说的万吨水压机首要指自在铸造水压机。
潍坊金属特殊管水压试验机玻璃钢管环绕设备是我国先进的科学技能,跟着玻璃钢管环绕设备作业的强度较高,玻璃钢管环绕设备有着严密的作业流程,下面就一同来看一下玻璃钢管环绕设备的作业流程吧!玻璃钢环绕管道选用的是微机操控往复式定长接连纤维湿法环绕工艺,这种工艺是在一个规范长度的旋转芯模上制作玻璃钢管。金属特殊管水压试验机价格通过调整芯模旋转和玻璃纤维导丝头运动的相对速度,依照设计的线型将浸有一定量树脂的玻璃纤维均匀等厚地环绕在芯模外表上。玻璃钢环绕设备,其技能中心是选用固定在前后圆盘上的若干个特殊结构环绕辊来接连驱动钢带构成环绕内芯模,环绕辊的输出动力变频可调,输出的动力规模大,为钢带快速的前后循环运转供给了强壮的动力确保。在钢带构成的环绕内芯模上接连的完结玻纤环绕、复合、加砂、固化等工艺过程,一同在线完结制品的倒角、打磨、切开等工序。

潍坊金属特殊管水压试验机是一种运用油水平衡操控对钢管进行静水压实验的机器。它首要有以下几部分组成:钢管传送设备、水路体系、油路体系和操控体系。钢管传送设备担任钢管的进出传送,水路体系担任钢管进行静水压实验时向钢管里充水镇压,油路体系担任钢管静水压实验时操控封头完结管端油水压力平衡,操控体系担任整个设备的主动运转操控和实验数据的主动保存和前史数据的办理。硬件体系首要由上位机、下位机、人机接口、现场传感器和可执行元件组成。潍坊金属特殊管水压试验机永旺彩票上位机包含工程师站和操作员站,他们共用一台电脑,上位机还作为数据服务器运用,存储实验数据。软件体系包含:监控组态软件、前史数据办理软件、PLC运转开发软件(Step 7 Micro Win 3.2)。
潍坊金属特殊管水压试验机螺旋钢管是以带钢卷板为原资料,经常温揉捏成型,以主动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。(1)原资料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)金属特殊管水压试验机价格带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,外表清理运送和予弯边处理。(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满意焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点,主动报警并喷涂符号,出产工人依此随时调整工艺参数,及时消除缺点。




