
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
徐州金属焊管制造机(waterhydraulic forgingpress)是液压机的一个分支。徐州金属焊管制造机以帕斯卡液体静压传动为根本作业原理,用乳化液、水或矿物油为作业介质,可分为水压机和油压机两大类。水压机又可分为自在铸造水压机和模锻水压机。其间自在铸造水压机首要用自在锻方法,来铸造大型高强度部件,如船用曲轴、重达百吨的合金钢轧辊等。模锻水压机则用坯料在近似关闭模具中锻压成型的方法,来制作一些强度高、形状杂乱,尺度精度高的零件,如飞机起落架、发动机叶片等航空零件。就像蒸馒头要揉面一样,铸造液压机不只是金属成型的一种办法,一起也是锻合金属内部缺点、改动金属内部流线、进步金属机械功能的重要手法。

徐州金属焊管制造机直缝钢管是焊缝与钢管纵向平行的钢管。一般分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管出产工艺简略,出产功率高,成本低,开展较快。金属焊管制造机价格永旺彩票螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还能够用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管相比,焊缝长度添加30~100%,并且出产速度较低。直缝钢管按出产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方法又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。

因为对技能及商业秘密的保护重视不足,西南铝金属焊管制造机价格出产铝合金大规范管材的技能及工装模具图纸很快就扩散到全国各地,使反揉捏成为现在国内不同规范(特别是大口径管材)、小批量管材的首要出产方法。用立式铸造压机反向揉捏出产出来的管材,除长度受压机的净空高度与横梁行程约束外,还因外表质量差原因需机械加工,导致出产本钱添加和出产周期延长。但也因为需求机械加工,终究交给用户的管材其外表质量、尺度精度能很好的确保,用户回去后不需经再就能够运用。徐州金属焊管制造机铝合金管材除国防军工和石油化工范畴的传统用途外,跟着环境保护的重视力度加强,且因为铝合金杰出的耐腐蚀能力,在以天然气、氢气为代表的新能源的开发与运用中将扮演重要人物。以6061铝合金内胆碳纤维全环绕气瓶为例阐明,其较钢制气瓶具有概括功能,作业压力大幅度进步(现在国家规范为35Mpa,日本已达70Mpa),储气量添加,重量减轻约50%,具有更好的耐腐蚀性、绝缘性、减震性和安全性。

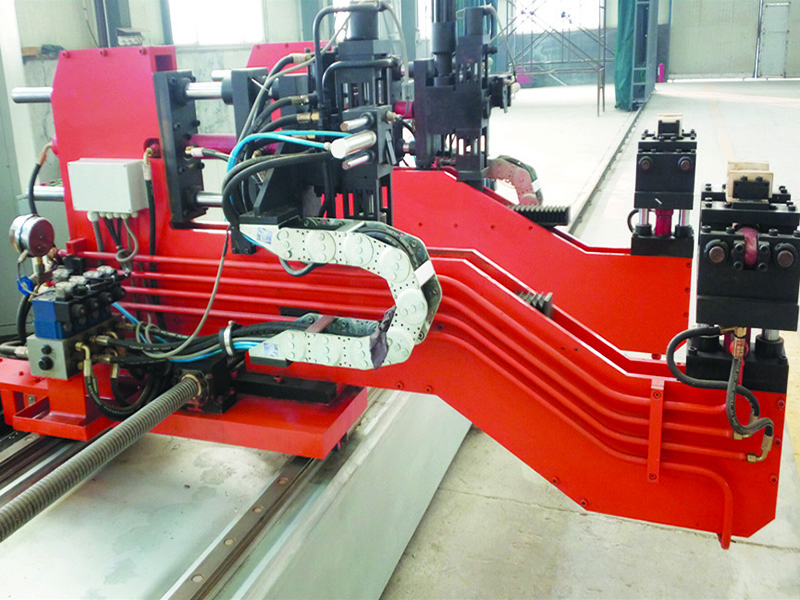
徐州金属焊管制造机是钢管出产过程中的一个重要设备,在以往制管出产线中,钢管水压机打完水压后,钢管的一端被卡在固定端密封圈里,无法脱开送走钢管,一般解决办法是让移动端下赶紧设备上下升降几回,使钢管上下摇摆几回,慢慢地从固定端的密封圈里拔出,才干将脱开的钢管送走,进行下一根钢管的镇压作业。上述办法操作杂乱,占用了大量的时刻,存在安全隐患,严峻制约出产功率。徐州金属焊管制造机笔者通过现场调试总结经验,设计了一种钢管夹紧让步设备,解决了钢管打完水压被卡在密封圈里无法脱开的问题。钢管夹紧让步设备由下夹紧设备、上夹紧设备组成,分别与固定在上下拉力梁上的导轨相连,由4个固定在上下拉力梁上的油缸驱动上夹紧设备、下夹紧设备移动,移动距离规模为0~200mm,使钢管从固定端的密封圈拔出,平稳地将钢管送出。

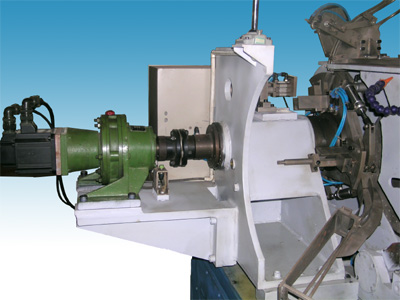
1、徐州金属焊管制造机设备概略。水压机是一种运用油水平衡操控对钢管进行静水压实验的机器。它首要有以下几部分组成:钢管传送设备、水路体系、油路体系和操控体系。水压机的首要特点是作业行程大,在全行程中都能对工件施加作业力,能更有用地锻透大断面锻件,没有巨大的冲击和噪声,劳动条件较好,环境污染较小。水压机的根本作业原理是帕斯卡定律,运用水为作业介质,以静压力传递进行作业。2、徐州金属焊管制造机永旺彩票毛病现象和原因剖析。水压机立柱螺纹呈现磨损的原因有许多,可是首要原因有两个其一是因为长时刻运转铸造进程中,在偏疼受力及频频交变载荷效果下使螺母松动,受载时螺母上下窜动立柱螺纹由接受静载脉动循环应力变成接受冲击应力,导致螺纹变形、磨损乃至剪断掉落;其二是螺纹长时刻重复水浸,使螺纹锈蚀或强度下降。
徐州金属焊管制造机单层式筒体 筒体的器壁在厚度方向是由一全体资料所构成,也便是器壁只要一层 (为防止内部介质腐蚀,衬上的防腐层不包含在内)。单层筒体按制作方法又可分为单层卷焊 式、全体铸造式、锻焊式、非焊接瓶式等几种。徐州金属焊管制造机其间单层卷焊式结构是现在制作和运用最多 的一种筒体方法,它选用钢板在大型卷板机上卷成圆筒,经焊接纵焊缝成为筒节,然后与封头或端部法兰拼装焊接成容器,图1-1所示筒体即为单层卷焊式结构。而全体铸造式结构是 最早选用的筒体方法,制作时筒体与法兰可整锻为一体或用螺纹衔接,整个筒身没有焊缝。 焊接技能开展后呈现了分段铸造,然后焊接拼合成全体的锻焊式筒体。非焊接瓶式筒体首要 有两种制作办法:一种是由无缝钢管经过两头热旋压收口制成;另一种是钢锭冲压后再 经过热旋压收口。一般,全体铸造式和锻焊式筒体首要用于高压和高压容器中,而非焊接 瓶式筒体常用于制作非焊接大容积瓶式压力容器。




