
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

长沙全套焊管制造机当压力升至作业压力的1.25倍时应中止升压,坚持20分钟时刻(此间不允许做任何查看),压降不超越0.2Mpa即为合格。全套焊管制造机厂家永旺彩票实验完毕后应缓慢降压,当降至作业压力时查看人员可进入现场再进行查看,查看作业完毕后,继续降压,降压速度可操控在0.3~0.5MPa/min。当压力降至0.1Mpa时,翻开空气阀,将“压死”的安全阀复原,将汽包就地水位计投入,放水至最低可见水位。(放水前告诉化验人员,如水质合格应回收,否则排掉。)水压实验后,应将实验结果及查看中所发现的问题记录在交接班记录簿内。水压实验合格的规范:①升压至规则值后经过20分钟压降不超越0.2Mpa。② 承压部件无焊口漏水及湿润现象。③承压部件无残余变形的痕迹。
长沙全套焊管制造机在帕斯卡之前就有人研讨过液体静力学,而且不很明确地得到了帕斯卡定律。例如荷兰人斯蒂文就曾用试验演示过液体中的压强,他得出定论:液体对盛放液体的容器之底部所施的力只取决于接受压力的面积和它上面液柱的高度,而与容器的形状无关。全套焊管制造机厂家斯蒂文的试验设备中,容器ABCD注满了水,容器底部有一圆形开口EF,盖着一个木制的底盖GH。还有一个容器IRL与ABCD相同高,也注满水,底部也有同样巨细的开口和底盖。他用杠杆拉住底盖,杠杆的另一端加重物T与S,底盖分别被重物T与S提起,而T与S彼此持平。这就证明了,尽管这两个容器的水重不相同,但底盖接受的压力都相同。接着,斯蒂文在这个基础上,证明了液体中各个方向的压强只决定于所在的高度。帕斯卡更深化地研讨了液体的静压力。他明确地表述了液体中任何点上各个方向的压强持平的原理。他的成功主要是把大气压的成因用于解说液体中的压强,找到了两者的共性,而且奇妙地把试验和推理结合起来。他在身后第二年出版的著作《论液体的平衡及空气分量》(1663年)中论说了液体的平衡和浸在液体中的物体所受的压力,接着依据这些结果解说了曾经归结为自然界厌恶真空的种种现象。在这本书中,帕斯卡首要介绍一系列试验结果,然后依据这些试验结果展开了严密的推理。

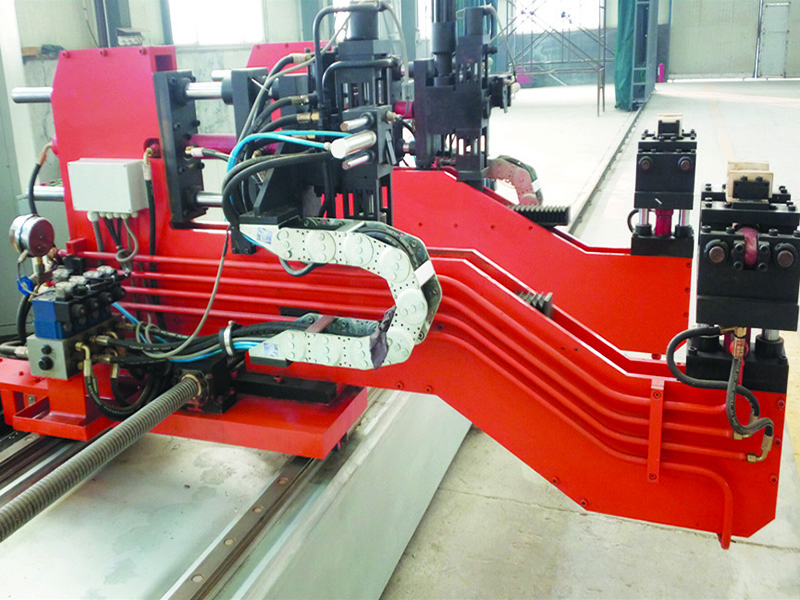
长沙全套焊管制造机是从国外进口的陈旧设备,根本上一切备件都运用了英制的单位,因而在国内较为难买奥,因而使得许多轴承因为缺少配件而难以长时刻运用,超越了自身的运用期限,而这也是机械常常发作毛病的原因。全套焊管制造机厂家一般轴承呈现毛病的首要表现方法便是咱们一般所说的“跑外环”与“跑内环”。也便是说机械轴承外环与内壳的空洞存在着较大缝隙,或许会因为光滑程度不行而导致轴承坏死,在必定作业进程后发生定量运动,因而容易使得机械轴承或许设备好的壳体与轴承颈部发作磨损现象。其次是主传动轴承的根本毛病问题,咱们能够将这种根本毛病分红两种,一种前面现已提到过,也便是将轴承内环相配合的轴颈磨损。而一般的修理办法便是选择一些涂镀的轴颈,将光面烧伤之后借助涂镀的方法。而另一种是设备液压体系的传动键槽损坏,这是因为水压机离合器与制动设备的传动键所接受的较大负荷,假设按键与键槽之间存在着较大缝隙,那么在液态冲击下,缝隙将会越来越大,然后让键槽损坏。针对现已损坏的键槽现象,咱们需求去加工修正键槽再进行装备键的原理,也便是在数控加工中心找准轴心的方法来进行深加工。
长沙全套焊管制造机高频焊管包含在ERW焊管中,是以高频焊接工艺出产的一种ERW焊管。ERW直缝焊管是油气储运范畴中的产品功能先进、质量好、较为经济的钢管。缺点的概率小,能够有条件的运送湿润的酸性天然气;扩径后,全套焊管制造机厂家钢管的几何尺度精度高;焊接是在成型完结后,在水平位置沿直线进行的,因而,错边、开缝、管径周长操控较好,焊接质量好。埋弧焊直缝钢管又名双面埋弧焊直缝钢管或LSAW直缝钢管。LSAW钢管 (Longitudinally Submerged Arc Welding简写为LSAW)是直缝埋弧焊钢管的专业表达术语。LSAW钢管是以单张中厚板为原料,将钢板在模具或成型机中压(卷)成管坯,选用双面埋弧焊方法并扩径而成进行出产的。




