
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

钢管按品种的不同,精整工序也不同。一般包含矫直、切断、热处理、查看、实验、打印、称重、包装等工序。下面仅介绍东营自动特殊管水压试验机工艺流程:光管→矫直→钢管内部吹吸灰→探伤(超声和涡流)→平头倒棱→(水压实验)→称重、测长→标记→包装→成品。钢管精整意图是什么?因为钢管的质量要求较高,以及在各出产工序中不可防止地会发生各种缺点,并且,钢管精整能够进步产品层次,满意客户的一些特别需求,进步产品竞争力,完结企业利润。因而钢管冷却后有必要进行精整和各种加工处理。东营自动特殊管水压试验机永旺彩票钢管的矫直意图是什么?矫直工序的意图是消除轧制、运送、冷却和热处理进程中发生的钢管曲折,别的还兼有减小钢管椭圆度的效果。矫直效果首要是经过调节矫直辊,由此发生钢管的纵向重复曲折,与此一起每对矫直辊还对钢管施加必定的压力,使钢管横截面发作重复的椭圆变形。一起曲折变形逐步减小,到达钢管被矫直的效果。

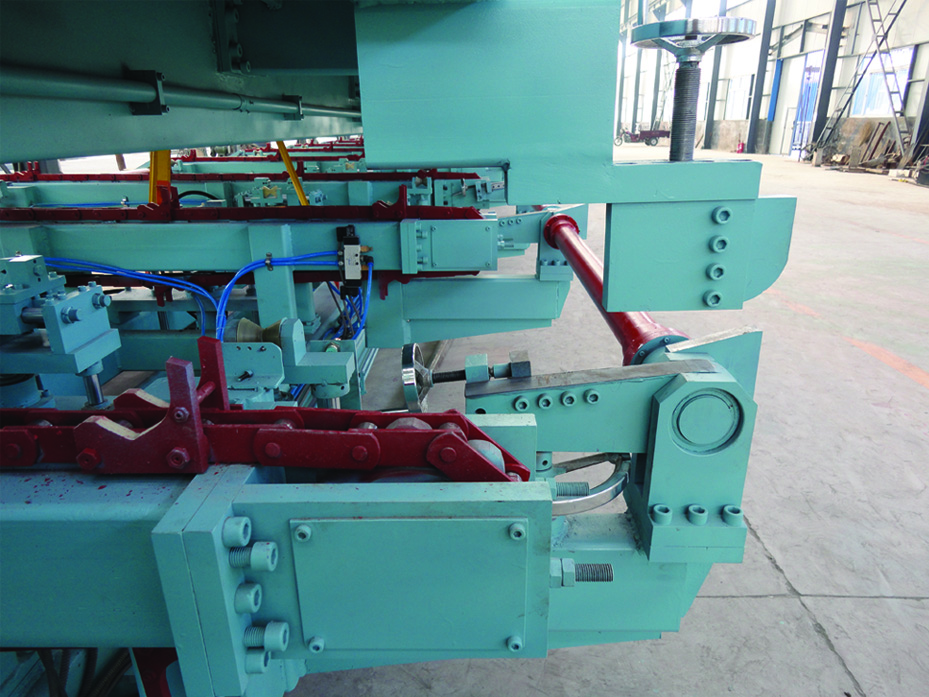
跟着石油、天然气等能源工业的快速开展,东营自动特殊管水压试验机带动了管道运输业和钢管工业的蓬勃开展。为了进步钢管产品的质量和运用的安全牢靠性,各钢管制作厂都在努力强化查验与实验手段。在一切的钢管无损检测与实验中,静水压实验因为实验准确率高而成为钢管制作工艺流程中必不行少的查验项目,也是比较重要的实验工序之一。山海科技专心研发水压机十余年,下面就钢管水压机做一些简略介绍:钢管水压机的设备构成。东营自动特殊管水压试验机是由机械、电气和液压等部分组成。机械部分首要由水压机本体和进出料辅机组成,水压机本体是水压试管机的主体设备,由4根箱形拉力梁、前梁设备、后梁设备、升降托辊设备和夹紧拔管设备组成。进出料辅机用来完结钢管的进料、冲刷、出料、空水等功能,首要由进料运管小车、出料运管小车、升降旋转托辊、冲刷设备、升降空水设备和出料台架组成。
东营自动特殊管水压试验机运用规模 适用于各种轿车软管、胶管、空调管、钢管、轿车总成等产品的耐压、爆炸功能的测验。用于各种类型的管件的爆裂压力测定和耐压时刻测定。广泛运用于质量检测单位、各种车零部件制作单位、产品质量检测站、科研院校等各种软管的出产、开发研讨等范畴。压力实验体系由加压体系和操控、显现体系组成。东营自动特殊管水压试验机加压体系首要由液体增压泵等组成,首要完结体系的加压和保压作业,可确保长时刻实验的加压及保压。操控、显现体系首要完结操控驱动气体的压力,操控卸压,及时显现压力,操控加压等作业。二、 钢管水压实验机设备构成。1、中心部件:通过液体增压泵对液体进行增压,以到达实验压力要求。2、气动两联件:对紧缩空气进行过滤及调压;3、调速阀:调理驱动空气流量,以调理增压器的动作频率,可 延伸增压器的运用寿命;4、高压过滤器:对气体进行过滤处理。

东营自动特殊管水压试验机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。东营自动特殊管水压试验机永旺彩票滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。

东营自动特殊管水压试验机作为钢管出产线上一道质检工序,咱们有必要要对质量查看有着严密的调查与护理,因为水压实验过于快,根本在三十秒之内就能够完结一次,假设水压机的液态体系发作毛病,那么就必定会使得钢管呈现大量积压,然后影响了企业正常工序的运转,影响实践出产功率与效益。咱们都知道水压机是一种相对杂乱的设备,特别自动特殊管水压试验机多少钱呈现的这些毛病对日常操作呈现较大困难,因而咱们也要对后期保护修理提出更高的要求。首先,咱们在试压进程中,要依据核算机监控程序,来经过对轮齿之间的活动轴承进行检测,依托光滑油所构成的油膜来确保日常光滑状态。所以说,杰出的光滑效果对液压体系正常运转有着重要效果。比如昌铃公司在2010年中运用的几台400T的大型水压机修理进程中,都发现这些机械有着不同程度上液压体系的磨损,并且在齿轮外表有显着研商。这是因为光滑不良导致的毛病发生原因,因而咱们需求将偏疼轮外表打磨光,并且将原来的连杆车上去,接着准备新的铜瓦,镶嵌到连杆中。之后依照修正后的齿轮尺度来加工了全新的瓦内孔。并且,咱们能够运用高压油枪来对机械内部的光滑管道打通,然后能够确保液压体系的杰出光滑状态。

1953年沈阳重型机器厂首先将日本补偿散存在鞍山的2000吨(20MN)自在东营自动特殊管水压试验机修正并设备投产,这是我国榜出产大型锻件的企业,也是培育大锻件出产办理干部、技能人员和工人的摇篮。经过对日本补偿水压机的修配作业,成为我国能规划制作铸造水压机的榜企业。1954年,日本补偿的10MN自在锻水压机修正后,在我国自行规划建造的太原重型机器厂设备试出产。另1台日本补偿的12MN自在东营自动特殊管水压试验机修正后放在上海彭浦机器厂。这批铸造设备尽管现已阵旧,铸造水压机大部份是蒸汽增压式,结构落后、功能较差,但都是其时的“国宝”。1957年,太原重型机器厂设备了两台水压机,一台是从捷克进口的30MN水压机,另一台25MN自在锻水压机,该压机由沈阳重型机器厂将日本补偿的30MN自在锻水压机修配而成。




