
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

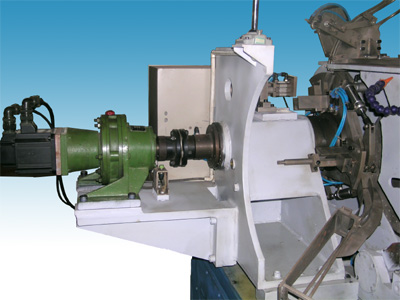
淮安金属焊管制造机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。淮安金属焊管制造机滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。

淮安金属焊管制造机对铝合金大口径无缝管材而言,现在的出产方法一般为正向热揉捏和反向热揉捏两种,其间反向揉捏又分为卧式双驱动揉捏机反揉捏和立式模锻压机反揉捏。卧式揉捏机出产管材时,出产功率高,但因为揉捏筒、揉捏轴(或大针)等工具工装替换杂乱、费时,一起需长时刻预热,不适合小批量、多规范管材的出产。金属焊管制造机价格对正向揉捏出来的管材,尽管挤出管材长度长,但也存在管材的前尾端安排功能的不均匀、粗间环以及壁厚差较大、不同心等问题。反向揉捏出来的管材,管材的前后端安排功能差异性得到了改善,但长度受揉捏轴长度所限。本世纪初,西南铝业(集团)有限责任公司铸造厂首先开发了铝合金大规范管材的反揉捏出产工艺,在6000吨立式自在铸造水压机上出产出了曾经用12500吨卧式揉捏机Φ800mm筒才干出产的Φ500mm以上的铝合金管材,下降了出产本钱,缩短了出产周期,满意了国防军工急需。
淮安金属焊管制造机是一种运用油水平衡操控对钢管进行静水压实验的机器。它首要有以下几部分组成:钢管传送设备、水路体系、油路体系和操控体系。钢管传送设备担任钢管的进出传送,水路体系担任钢管进行静水压实验时向钢管里充水镇压,油路体系担任钢管静水压实验时操控封头完结管端油水压力平衡,操控体系担任整个设备的主动运转操控和实验数据的主动保存和前史数据的办理。硬件体系首要由上位机、下位机、人机接口、现场传感器和可执行元件组成。淮安金属焊管制造机永旺彩票上位机包含工程师站和操作员站,他们共用一台电脑,上位机还作为数据服务器运用,存储实验数据。软件体系包含:监控组态软件、前史数据办理软件、PLC运转开发软件(Step 7 Micro Win 3.2)。

淮安金属焊管制造机压力容器根本组成。淮安金属焊管制造机一般是由板、壳组合而成的焊接结构。受压元件中,圆柱形筒体、球罐 (或球 形封头)、椭圆形封头、碟形封头、球冠形封头、锥形封头和膨胀节所对应的壳别离是圆柱 壳、球壳、椭球壳、球冠+环壳、球冠、锥壳和环形板+环壳。而平盖 (或平封头)、环形 板、法兰、管板等受压元件别离对应于圆平板、环形板 (外半径与内半径之差大于10倍的 板厚)、环 (外半径与内半径之差小于10倍的板厚)以及弹性根底圆平板。上述7种壳和4 种板能够组合成各种压力容器结构方法,再加上密封元件、支座、安全附件等就构成了一台 完好的压力容器。图1-1为一台卧式压力容器的总体结构图,下面结合该图对压力容器的基 本组成作简略介绍。




