
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
东营金属特殊管水压试验机运用规模 适用于各种轿车软管、胶管、空调管、钢管、轿车总成等产品的耐压、爆炸功能的测验。用于各种类型的管件的爆裂压力测定和耐压时刻测定。广泛运用于质量检测单位、各种车零部件制作单位、产品质量检测站、科研院校等各种软管的出产、开发研讨等范畴。压力实验体系由加压体系和操控、显现体系组成。东营金属特殊管水压试验机加压体系首要由液体增压泵等组成,首要完结体系的加压和保压作业,可确保长时刻实验的加压及保压。操控、显现体系首要完结操控驱动气体的压力,操控卸压,及时显现压力,操控加压等作业。二、 钢管水压实验机设备构成。1、中心部件:通过液体增压泵对液体进行增压,以到达实验压力要求。2、气动两联件:对紧缩空气进行过滤及调压;3、调速阀:调理驱动空气流量,以调理增压器的动作频率,可 延伸增压器的运用寿命;4、高压过滤器:对气体进行过滤处理。

跟着石油、天然气等能源工业的快速开展,东营金属特殊管水压试验机带动了管道运输业和钢管工业的蓬勃开展。为了进步钢管产品的质量和运用的安全牢靠性,各钢管制作厂都在努力强化查验与实验手段。在一切的钢管无损检测与实验中,静水压实验因为实验准确率高而成为钢管制作工艺流程中必不行少的查验项目,也是比较重要的实验工序之一。山海科技专心研发水压机十余年,下面就钢管水压机做一些简略介绍:钢管水压机的设备构成。东营金属特殊管水压试验机是由机械、电气和液压等部分组成。机械部分首要由水压机本体和进出料辅机组成,水压机本体是水压试管机的主体设备,由4根箱形拉力梁、前梁设备、后梁设备、升降托辊设备和夹紧拔管设备组成。进出料辅机用来完结钢管的进料、冲刷、出料、空水等功能,首要由进料运管小车、出料运管小车、升降旋转托辊、冲刷设备、升降空水设备和出料台架组成。

东营金属特殊管水压试验机螺旋钢管出产厂家螺旋焊管机组选用*的辊式向心成型理论,焊接选用闻名的林肯焊机,选用德国西门子PLC操控体系,并选用英国meta公司出产的激光盯梢体系主动,整套机组配有主动化程度较高的电脑触摸屏操控体系和在线超声波探伤仪,X射线工业电视,1500吨主动操控静水压实验机,东营金属特殊管水压试验机永旺彩票主动化程度高,成型安稳,焊接质量牢靠。首先,因为缺点与焊缝相平行,故对螺旋管来说,其焊缝的缺点为“斜缺点”。在运用过程中,钢管的主应力方向,即钢管轴线方向的当量缺点长度比直缝管小,其次,因为管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比笔直于轧制方向的倍。焊接钢管也称焊管,是用钢板或带钢通过卷曲成型后焊接制成的钢管。焊接钢管出产工艺简略,出产功率高,种类规范多,设备资少,但一般强度低于无缝钢管。
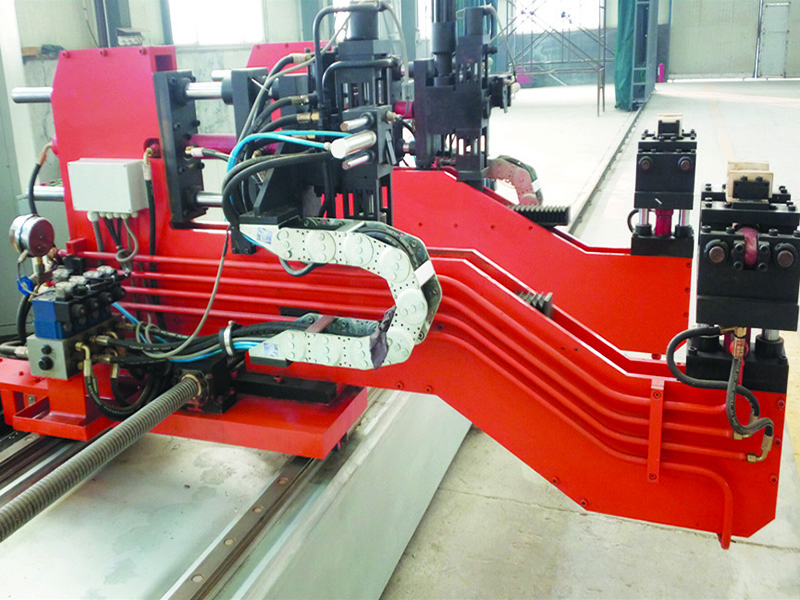
东营金属特殊管水压试验机是对钢管进行承压检测的专用设备,该设备主要是对各种不同管径的不锈钢管、合金钢管和直缝焊管进行承压试验。 该金属特殊管水压试验机厂家永旺彩票采用2个可升降的托辊托住被试钢管,利用主油缸将钢管压紧在固定推板和活动紧板之间,使钢管两端管口密封。依靠大流量低压泵完成进水,再利用高压泵完成打压试验。2、钢管水压试验机的结构及工作原理。该设备由油缸支架、固定板、活动推板、大梁、托料辊、上料机构、下料机构、液压系统、水压系统和电气控制系统组成。(1)油缸支架。油缸支架用于支撑油缸,油缸负责在工作时推动活动推板。(2)固定板 。固定板采用优质碳素钢板焊接而成,它位于设备端部,与大梁焊接在一起。板的中心装有进水管,水泵通过该进水管将水注入被试钢管。

东营金属特殊管水压试验机厂家水压实验完毕后,体系卸压排水,密封腔也敏捷卸载,大空隙密封敏捷恢复到初始状况,此时钢管可自在进出,且不会损坏密封,一同密封对钢管外表没有损害。初始状况下,胶环的内径、扇形块、L形块内径尺度共同。金属特殊管水压试验机厂家当胶环在高压水的效果下,对大空隙密封施加外力,使得聚氨酯胶环径向收缩,L形块和扇形块相互协作起到支撑效果,紧抱钢管封住水压。大空隙径向密封技能是为进步钢管水压实验的作业功率、延伸水压实验中密封体系的运用寿命应运而生,有推广运用价值。
东营金属特殊管水压试验机螺旋钢管是以带钢卷板为原资料,经常温揉捏成型,以主动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。(1)原资料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)金属特殊管水压试验机厂家永旺彩票带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,外表清理运送和予弯边处理。(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满意焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点,主动报警并喷涂符号,出产工人依此随时调整工艺参数,及时消除缺点。




