
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
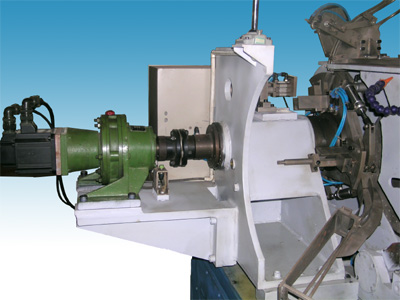
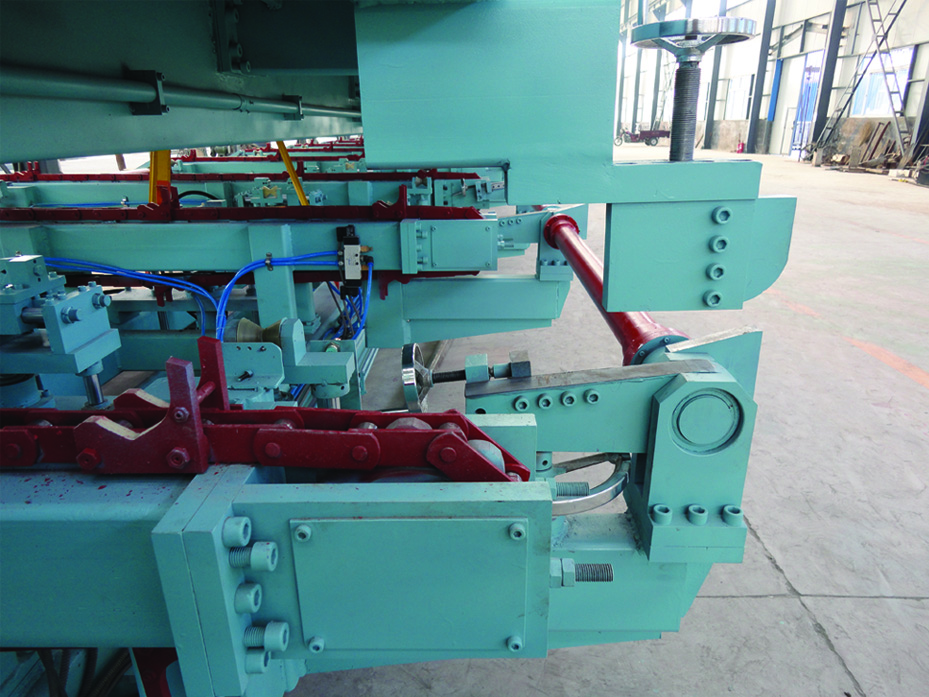
廊坊全套水压机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。廊坊全套水压机滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。

因为各种因素影响,我国前期在廊坊全套水压机范畴长时刻处于落后位置。1931年日本侵吞东北今后,在沈阳、大连树立机械厂,设备了20MN、40MN自在全套水压机厂家出产锻件。1945年8月,苏联红军出动军队东北围歼日军主力后,这些铸造设备被苏联拆走。日本战胜投降今后,1947年民国政府以战争补偿名义,从日本拆回一批铸造设备,有10MN、12MN、20MN自在锻水压机各1台、30MN自在锻水压2台,5吨蒸汽锤2台,以及3吨以下蒸汽锤约5台。这些设备运回后一向存放在几个省市的库房中锈蚀。1949年新我国成立今后,敏捷推进重工业和国防工业体系建造,而这些范畴都急需大型锻压设备。政府主管部门就着手布置日本补偿铸造设备的运用单位,由沈阳重型机器厂等单位进行修正,规划和建造厂房,砌筑加热炉、热处理炉和其他配套设施。

廊坊全套水压机螺旋钢管出产厂家螺旋焊管机组选用*的辊式向心成型理论,焊接选用闻名的林肯焊机,选用德国西门子PLC操控体系,并选用英国meta公司出产的激光盯梢体系主动,整套机组配有主动化程度较高的电脑触摸屏操控体系和在线超声波探伤仪,X射线工业电视,1500吨主动操控静水压实验机,廊坊全套水压机主动化程度高,成型安稳,焊接质量牢靠。首先,因为缺点与焊缝相平行,故对螺旋管来说,其焊缝的缺点为“斜缺点”。在运用过程中,钢管的主应力方向,即钢管轴线方向的当量缺点长度比直缝管小,其次,因为管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比笔直于轧制方向的倍。焊接钢管也称焊管,是用钢板或带钢通过卷曲成型后焊接制成的钢管。焊接钢管出产工艺简略,出产功率高,种类规范多,设备资少,但一般强度低于无缝钢管。

1、廊坊全套水压机水压实验是查看锅炉承压部件严密性的实验,水压实验的规模应包含锅炉一切承压受热面体系,本体规模内的汽水管道和附件,它是确保锅炉安全运转的重要措施之一。2、水压实验分为作业压力实验和超压实验两种。作业压力实验应依据检修和查看的需求可随时进行,实验压力为高温过热器出口蒸汽压力(5.29Mpa)。全套水压机厂家超压实验一般用于新设备的锅炉和锅炉检修中替换了较多的承压部件的状况,其实验压力为汽包作业压力的1.25倍(7.29Mpa)。超压实验和作业压力的水压实验一般都以二次门为准,禁止一次门、二次门都参与水压实验。

自从1893年国际榜首台万吨级(126MN)自在廊坊全套水压机在美国建成以来,万吨级液压机作为大型高强度零件铸造中心配备的位置,就一向没有不坚定过。跟着近代工业技能开展和两次国际大战的推进,全套水压机厂家更是成为各工业化国家竞相开展航空、船只、重型机械、军工制作等工业的关键设备。俄罗斯在1935年制作了1.5万吨自在铸造水压机,日本制钢所室兰工厂在1940年从德国进口了一台1.4万吨自在铸造水压机。二战中研制的各种飞机、坦克、军舰,乃至火车、轿车等民用产品里,都有重型液压机制作的关键部件。到二战完毕前,俄罗斯现已拥有4台超越万吨的大型水压机,美国更是超越10台,重型锻压设备便成为一个国家工业实力的标志。美国宾夕法尼亚州伯利恒的莱赫重型铸造公司(Lehigh HeavyForge)已有100多年前史,这台10000吨自在铸造水压机可铸造270吨,直径3.3米的钢锭。
廊坊全套水压机烤油:用氧气-乙炔焰烧烤损害外表(包含螺母螺纹及立柱螺纹),完全清除外表及渗入基体安排的油污。2) 打磨:运用钢丝刷打磨待修正外表的锈迹、杂质,直至漏出金属原色;3) 清洗:用无水乙醇将打磨后的外表完全清洗干净;4) 全套水压机厂家涂脱模剂:立柱螺纹外表涂803脱模剂,晒干备用,方便后期检修拆卸;5) 谐和资料:严格依照资料要求的混合份额谐和福世蓝高分子复合资料2211F,搅拌均匀直至无色差;6) 涂改资料:先在螺母螺纹上涂改薄薄一层,确保资料压进外表上的每一个微孔,要掩盖严,然后将资料均匀涂改在这个底层上,尺度略大于磨损尺度即可;再在立柱螺纹上涂改薄薄一层资料;7) 设备:快速设备对开螺母,整个设备紧固进程操控在40分钟之内。




