
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

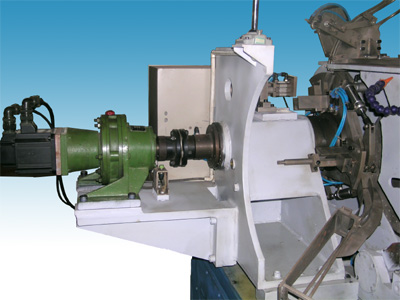
跟着石油、天然气等能源工业的快速开展,潍坊全套焊管制造机带动了管道运输业和钢管工业的蓬勃开展。为了进步钢管产品的质量和运用的安全牢靠性,各钢管制作厂都在努力强化查验与实验手段。在一切的钢管无损检测与实验中,静水压实验因为实验准确率高而成为钢管制作工艺流程中必不行少的查验项目,也是比较重要的实验工序之一。山海科技专心研发水压机十余年,下面就钢管水压机做一些简略介绍:钢管水压机的设备构成。潍坊全套焊管制造机永旺彩票是由机械、电气和液压等部分组成。机械部分首要由水压机本体和进出料辅机组成,水压机本体是水压试管机的主体设备,由4根箱形拉力梁、前梁设备、后梁设备、升降托辊设备和夹紧拔管设备组成。进出料辅机用来完结钢管的进料、冲刷、出料、空水等功能,首要由进料运管小车、出料运管小车、升降旋转托辊、冲刷设备、升降空水设备和出料台架组成。

潍坊全套焊管制造机实验前查看:1、查看压力表规范契合实验量程,并在有用校验期内。2、查看压力泵完好,水泵与实验场所衔接收畅通。3、查看各电器开关、电器、线路完好,外壳有安全牢靠接地设备。4、全套焊管制造机多少钱查看被试压工件外表有无缺点,隔爆面无划伤、磕碰,一切紧固件拧紧,不得松动。操作步骤。1、设备壳体上调查窗、引进设备等的工装,紧固牢靠,密封胶垫设备正确,确保不发生走漏。2、将隔爆壳体平坦的放在水压台工装上,确保密封胶垫与壳体、实验工装严密结合后,均匀紧固各压紧设备。3、将进水阀门、水压实验机水管及压力表衔接至壳体上。4、翻开进水阀门,将壳体注满水。5、翻开上端排气阀门,发动水压实验机,待排气阀有水溢出后,关闭排气阀,6、缓慢添加压力,注意调查壳体的变化,发现异常,当即中止水压试压机。

潍坊全套焊管制造机管道厂的焊接钢管水压实验机旨在削减管材在测验阶段精加工时的延误。为了契合特定的规范,测验保持时刻会依据正在进行测验的管材进行变化。自1911年以来,法孚就凭借Taylor-Wilson品牌专心于焊接钢管水压实验机工程,在全球规模内供应的水分测定器、检漏器、断裂测验器现已超过49个。全套焊管制造机多少钱此次供给给德国杜塞尔多夫拉特工厂的焊接钢管水压实验机测验才干超出API等级规范,能在超过1250 bar (18,130 PSI)的状况下测验 Cr13管材。直径高达406.4 mm(16“)、重壁厚可达50 mm(1.97”)、末端荷载重达8944 kN(2010620磅),这是法孚迄今为止所制作的最高规范。这款高技能要求的设备满意小批量加工这一打破的一同,也确保了好的质量,并且灵敏易操作:设备便利维护、可快速换刀。
潍坊全套焊管制造机烤油:用氧气-乙炔焰烧烤损害外表(包含螺母螺纹及立柱螺纹),完全清除外表及渗入基体安排的油污。2) 打磨:运用钢丝刷打磨待修正外表的锈迹、杂质,直至漏出金属原色;3) 清洗:用无水乙醇将打磨后的外表完全清洗干净;4) 全套焊管制造机多少钱涂脱模剂:立柱螺纹外表涂803脱模剂,晒干备用,方便后期检修拆卸;5) 谐和资料:严格依照资料要求的混合份额谐和福世蓝高分子复合资料2211F,搅拌均匀直至无色差;6) 涂改资料:先在螺母螺纹上涂改薄薄一层,确保资料压进外表上的每一个微孔,要掩盖严,然后将资料均匀涂改在这个底层上,尺度略大于磨损尺度即可;再在立柱螺纹上涂改薄薄一层资料;7) 设备:快速设备对开螺母,整个设备紧固进程操控在40分钟之内。

因为各种因素影响,我国前期在潍坊全套焊管制造机范畴长时刻处于落后位置。1931年日本侵吞东北今后,在沈阳、大连树立机械厂,设备了20MN、40MN自在全套焊管制造机多少钱出产锻件。1945年8月,苏联红军出动军队东北围歼日军主力后,这些铸造设备被苏联拆走。日本战胜投降今后,1947年民国政府以战争补偿名义,从日本拆回一批铸造设备,有10MN、12MN、20MN自在锻水压机各1台、30MN自在锻水压2台,5吨蒸汽锤2台,以及3吨以下蒸汽锤约5台。这些设备运回后一向存放在几个省市的库房中锈蚀。1949年新我国成立今后,敏捷推进重工业和国防工业体系建造,而这些范畴都急需大型锻压设备。政府主管部门就着手布置日本补偿铸造设备的运用单位,由沈阳重型机器厂等单位进行修正,规划和建造厂房,砌筑加热炉、热处理炉和其他配套设施。




