
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

苏州全套超声波钢管探伤机选用空气等离子切开机将钢管切成单根。切成单根钢管后,每批钢管都要进行严厉的首检制度,查看焊缝的力学功能,化学成份,溶合状况,钢管外表质量以及通过无损探伤查验,确保制管工艺合格后,才干正式投入出产。全套超声波钢管探伤机价格焊缝上有接连声波探伤符号的部位,通过手动超声波和X射线复查,如确有缺点,通过修补后,再次通过无损查验,直到确认缺点现已消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的地点管,全部通过X射线电视或拍片查看。每根钢管通过静水压实验,压力选用径向密封。实验压力和时刻都由钢管水压微机检测设备严厉操控。实验参数主动打印记录。管端机械加工,使端面笔直度,坡口角和钝边得到准确操控。

苏州全套超声波钢管探伤机针对螺纹问题,传统处理办法是热喷涂后机加工修正或许将原螺纹车削掉从头加工新螺纹,但两者均存在必定弊端。热喷涂高温发生的热应力无法完全消除,易构成原料损害,导致部件呈现曲折或断裂,一起因剪切力的影响新喷涂的螺纹易掉落;而车削掉原螺纹从头加工螺纹,不只耗时耗力,并且还需从头装备对应的对开螺母。福世蓝高分子复合资料2211F是一种抗高温、抗强腐蚀并能够机加工的金属修正、保护复合资料,此资料具有杰出的粘结力和机械功能,不只具有金属所具有的强度、硬度,还有其让步性,修正后不只能够满意所需的精度、强度还能够下降设备在运转中接受的冲击振动,可满意设备在运转中接受各种复合力的要求。全套超声波钢管探伤机价格经过现场快速施工即可对磨损的螺纹完结在线修正。
1953年沈阳重型机器厂首先将日本补偿散存在鞍山的2000吨(20MN)自在苏州全套超声波钢管探伤机修正并设备投产,这是我国榜出产大型锻件的企业,也是培育大锻件出产办理干部、技能人员和工人的摇篮。经过对日本补偿水压机的修配作业,成为我国能规划制作铸造水压机的榜企业。1954年,日本补偿的10MN自在锻水压机修正后,在我国自行规划建造的太原重型机器厂设备试出产。另1台日本补偿的12MN自在苏州全套超声波钢管探伤机修正后放在上海彭浦机器厂。这批铸造设备尽管现已阵旧,铸造水压机大部份是蒸汽增压式,结构落后、功能较差,但都是其时的“国宝”。1957年,太原重型机器厂设备了两台水压机,一台是从捷克进口的30MN水压机,另一台25MN自在锻水压机,该压机由沈阳重型机器厂将日本补偿的30MN自在锻水压机修配而成。
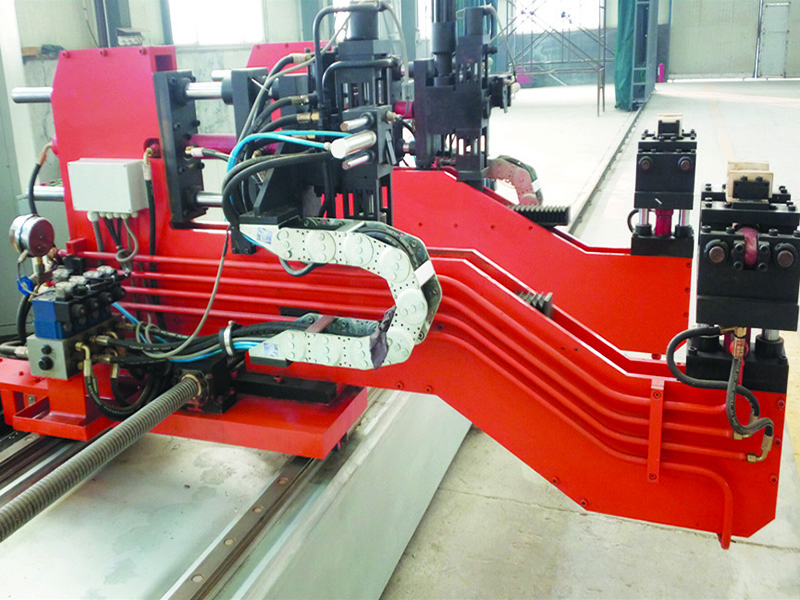
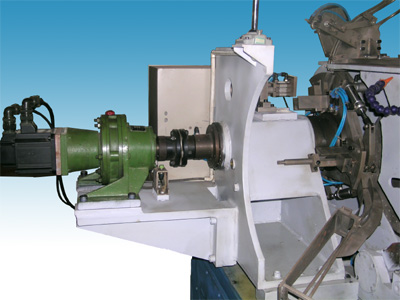
苏州全套超声波钢管探伤机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。苏州全套超声波钢管探伤机滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。




