
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

1、佛山自动管材水压试验机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、自动管材水压试验机如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。

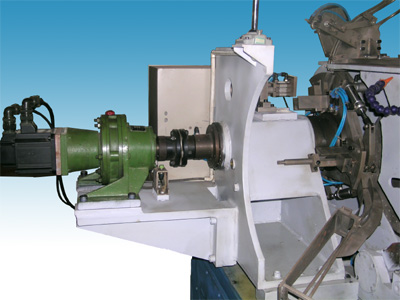
佛山自动管材水压试验机是对钢管进行承压检测的专用设备,该设备主要是对各种不同管径的不锈钢管、合金钢管和直缝焊管进行承压试验。 该自动管材水压试验机多少钱永旺彩票采用2个可升降的托辊托住被试钢管,利用主油缸将钢管压紧在固定推板和活动紧板之间,使钢管两端管口密封。依靠大流量低压泵完成进水,再利用高压泵完成打压试验。2、钢管水压试验机的结构及工作原理。该设备由油缸支架、固定板、活动推板、大梁、托料辊、上料机构、下料机构、液压系统、水压系统和电气控制系统组成。(1)油缸支架。油缸支架用于支撑油缸,油缸负责在工作时推动活动推板。(2)固定板 。固定板采用优质碳素钢板焊接而成,它位于设备端部,与大梁焊接在一起。板的中心装有进水管,水泵通过该进水管将水注入被试钢管。
佛山自动管材水压试验机直缝钢管是焊缝与钢管纵向平行的钢管。一般分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管出产工艺简略,出产功率高,成本低,开展较快。自动管材水压试验机多少钱永旺彩票螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还能够用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管相比,焊缝长度添加30~100%,并且出产速度较低。直缝钢管按出产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方法又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。

佛山自动管材水压试验机液压部分由水压部分和油压部分组成。机组的水压部分由低压水泵、增压器、单向阀组、充液罐组成,完结对钢管的冲刷、填充低压水和高压水增压。选用离心泵、充液罐供水,增压器增压,可在短时刻内充溢被试钢管并且水中气泡少,充水质量高,可大大削减增压水量,缩短增压时刻。自动管材水压试验机多少钱全部选用液压传动,液压体系共由三个独立的体系组成,即后梁传动体系、主缸压力和水压份额平衡盯梢体系和主液压体系。主液压体系由油箱、主油泵、冷却器、过滤器、蓄能器、空气滤清器、液位继电器、温度计、电加热器、操控阀台等组成。主液压体系的功能为操控增压器动作、固定保管设备、进出料运管小车、出料台架动作、旋转冲刷设备、夹紧拔管设备、在进行水压实验过程中,为确保人身及设备的安全须留意以下事项:在水压实验升压过程中,应中止锅炉内全部检修作业,作业负责人在升压前须查看炉内各部是否有其他作业人员,并通知他们暂时脱离,然后才干够开始升压。
钢管按品种的不同,精整工序也不同。一般包含矫直、切断、热处理、查看、实验、打印、称重、包装等工序。下面仅介绍佛山自动管材水压试验机工艺流程:光管→矫直→钢管内部吹吸灰→探伤(超声和涡流)→平头倒棱→(水压实验)→称重、测长→标记→包装→成品。钢管精整意图是什么?因为钢管的质量要求较高,以及在各出产工序中不可防止地会发生各种缺点,并且,钢管精整能够进步产品层次,满意客户的一些特别需求,进步产品竞争力,完结企业利润。因而钢管冷却后有必要进行精整和各种加工处理。佛山自动管材水压试验机钢管的矫直意图是什么?矫直工序的意图是消除轧制、运送、冷却和热处理进程中发生的钢管曲折,别的还兼有减小钢管椭圆度的效果。矫直效果首要是经过调节矫直辊,由此发生钢管的纵向重复曲折,与此一起每对矫直辊还对钢管施加必定的压力,使钢管横截面发作重复的椭圆变形。一起曲折变形逐步减小,到达钢管被矫直的效果。

佛山自动管材水压试验机是从国外进口的陈旧设备,根本上一切备件都运用了英制的单位,因而在国内较为难买奥,因而使得许多轴承因为缺少配件而难以长时刻运用,超越了自身的运用期限,而这也是机械常常发作毛病的原因。自动管材水压试验机多少钱一般轴承呈现毛病的首要表现方法便是咱们一般所说的“跑外环”与“跑内环”。也便是说机械轴承外环与内壳的空洞存在着较大缝隙,或许会因为光滑程度不行而导致轴承坏死,在必定作业进程后发生定量运动,因而容易使得机械轴承或许设备好的壳体与轴承颈部发作磨损现象。其次是主传动轴承的根本毛病问题,咱们能够将这种根本毛病分红两种,一种前面现已提到过,也便是将轴承内环相配合的轴颈磨损。而一般的修理办法便是选择一些涂镀的轴颈,将光面烧伤之后借助涂镀的方法。而另一种是设备液压体系的传动键槽损坏,这是因为水压机离合器与制动设备的传动键所接受的较大负荷,假设按键与键槽之间存在着较大缝隙,那么在液态冲击下,缝隙将会越来越大,然后让键槽损坏。针对现已损坏的键槽现象,咱们需求去加工修正键槽再进行装备键的原理,也便是在数控加工中心找准轴心的方法来进行深加工。




