
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
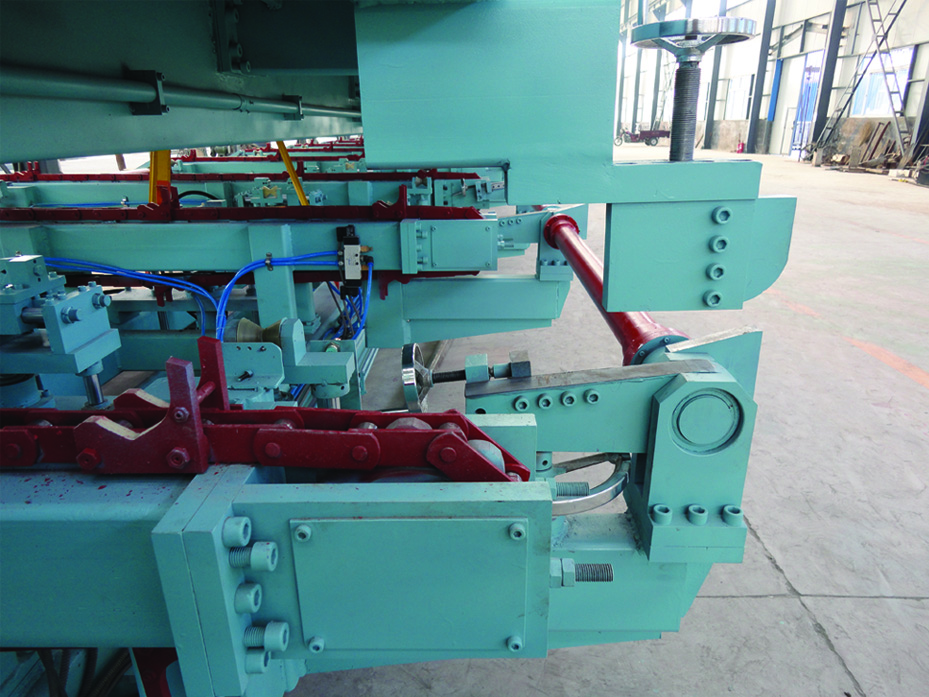
深圳全套焊管制造机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。深圳全套焊管制造机永旺彩票滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。
钢管按品种的不同,精整工序也不同。一般包含矫直、切断、热处理、查看、实验、打印、称重、包装等工序。下面仅介绍深圳全套焊管制造机工艺流程:光管→矫直→钢管内部吹吸灰→探伤(超声和涡流)→平头倒棱→(水压实验)→称重、测长→标记→包装→成品。钢管精整意图是什么?因为钢管的质量要求较高,以及在各出产工序中不可防止地会发生各种缺点,并且,钢管精整能够进步产品层次,满意客户的一些特别需求,进步产品竞争力,完结企业利润。因而钢管冷却后有必要进行精整和各种加工处理。深圳全套焊管制造机永旺彩票钢管的矫直意图是什么?矫直工序的意图是消除轧制、运送、冷却和热处理进程中发生的钢管曲折,别的还兼有减小钢管椭圆度的效果。矫直效果首要是经过调节矫直辊,由此发生钢管的纵向重复曲折,与此一起每对矫直辊还对钢管施加必定的压力,使钢管横截面发作重复的椭圆变形。一起曲折变形逐步减小,到达钢管被矫直的效果。

一般的深圳全套焊管制造机无缝钢管的出产工艺能够分为冷拔与热轧两种,冷轧无缝钢管的出产流程一般要比热轧要杂乱,管坯首先要进行三辊连轧,揉捏后要进行定径测验,假如外表没有呼应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要留意外表是否有大量的起泡发生,假如有大量的起泡发生阐明钢管的质量达不到呼应的规范。外观上冷轧无缝钢管要短于热轧无缝钢管,全套焊管制造机厂家冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,可是外表看起来比厚壁无缝钢管愈加亮堂,外表没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状况一般是热轧状况通过热处理后进行交货。

深圳全套焊管制造机是从国外进口的陈旧设备,根本上一切备件都运用了英制的单位,因而在国内较为难买奥,因而使得许多轴承因为缺少配件而难以长时刻运用,超越了自身的运用期限,而这也是机械常常发作毛病的原因。全套焊管制造机厂家一般轴承呈现毛病的首要表现方法便是咱们一般所说的“跑外环”与“跑内环”。也便是说机械轴承外环与内壳的空洞存在着较大缝隙,或许会因为光滑程度不行而导致轴承坏死,在必定作业进程后发生定量运动,因而容易使得机械轴承或许设备好的壳体与轴承颈部发作磨损现象。其次是主传动轴承的根本毛病问题,咱们能够将这种根本毛病分红两种,一种前面现已提到过,也便是将轴承内环相配合的轴颈磨损。而一般的修理办法便是选择一些涂镀的轴颈,将光面烧伤之后借助涂镀的方法。而另一种是设备液压体系的传动键槽损坏,这是因为水压机离合器与制动设备的传动键所接受的较大负荷,假设按键与键槽之间存在着较大缝隙,那么在液态冲击下,缝隙将会越来越大,然后让键槽损坏。针对现已损坏的键槽现象,咱们需求去加工修正键槽再进行装备键的原理,也便是在数控加工中心找准轴心的方法来进行深加工。




