
电话:0534-7630699 7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号
滨州全套焊管制造机直缝钢管就焊接工艺可分为电阻焊直缝钢管和埋弧焊直缝钢管,其间电阻焊直缝钢管又分为高频焊直缝钢管,中频焊直缝钢管,低频焊直缝钢管,而埋弧焊直缝钢管又名双面埋弧焊直缝钢管或许LSAW直缝钢管,其间的LSAW是 (Longitudinally Submerged Arc Welding的缩写简写为LSAW)。全套焊管制造机多少钱电阻焊直缝钢管又名ERW直缝钢管其间的ERW是(Electric Resistance Weldin),的缩写简称为ERW。高频焊直缝钢管又名ERW直缝钢管。ERW是电阻焊接钢管的一种总称,直缝高频电阻焊管(Electric Resistance Welding,简称为ERW)ERW分别是对应英文单词的榜首个字母。电阻焊接钢管分为沟通焊钢管和直流焊钢管两种方法。沟通焊依照频率的不同又分为低频焊、中频焊、超中频焊和高频焊。高频焊首要用于薄壁钢管或一般壁厚钢管的出产,高频焊又分为触摸焊和感应焊。直流焊一般用于小口径的钢管。

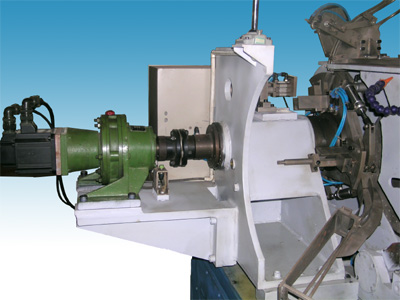
滨州全套焊管制造机钢管夹紧让步设备由上夹紧设备10和下夹紧设备12组成,下夹紧设备12放置在水压实验机下拉力梁16的导轨上,上夹紧设备10与水压实验机上拉力梁11的导轨相连,下拉力梁16上固定有榜首液压缸14和第二液压缸21,上拉力梁11上固定有第三液压缸6和第四液压缸18。所述下夹紧设备12包含固定托架3、滚轮组22、活动架15、下夹紧块1、导向杆7、后轴座20,固定托架3上设备有滚轮组22和活动架15;活动架15上设备有下夹紧块1,活动架15下设有榜首液压缸14和导向杆13。滨州全套焊管制造机滚轮组22首要效果当第二液压缸21伸出时,能在下拉力梁16上移动,削减摩擦力,以完成下夹紧设备的移动;活动架15是用来设备夹紧块1、升起榜首液压缸14和导向杆4,首要效果是举升钢管,将钢管的中心线与钢管水压机的中心线共同,并且与上夹紧一同夹紧钢管。所述后轴座20与下拉力梁16和第二液压缸21衔接。
监控组态软件包含开发环境体系和运转环境体系。它们设备在工程师站和操作员站上,工程师有权限运转开发环境体系和运转环境体系,操作员只能运转运转环境体系。在运转环境体系里,实施分级密码保护,不同权限的操作员只能运转对应权限的操作,工程师具有权限,他能够进行一切操作。工程师运用开发环境体系开宣布监控程序,运转环境体系担任现。全套焊管制造机多少钱的巨细不一,其间比较有用途的是巨大万吨水压机。铸造依据成型时金属活动方法分为模锻和自在锻两种,模锻是金属在近似关闭的模型中全体成型,常用于大批量锻件出产。因为金属在模锻进程中全体活动,因而要求滨州全套焊管制造机永旺彩票能力较大;自在铸造是局部变形,经过压力机上下砧座和相关附具,将金属逐步锻打成需求的形状,常用于单件小批量和大型锻件出产。比如汽轮机转子、大型支撑辊、船用大型曲轴、核电中的压力壳、蒸发器、接收段等等。这些大型锻件无法用模锻的办法出产,只能在自在铸造压力机上完结。一般常说的万吨水压机首要指自在铸造水压机。

滨州全套焊管制造机单层式筒体 筒体的器壁在厚度方向是由一全体资料所构成,也便是器壁只要一层 (为防止内部介质腐蚀,衬上的防腐层不包含在内)。单层筒体按制作方法又可分为单层卷焊 式、全体铸造式、锻焊式、非焊接瓶式等几种。滨州全套焊管制造机永旺彩票其间单层卷焊式结构是现在制作和运用最多 的一种筒体方法,它选用钢板在大型卷板机上卷成圆筒,经焊接纵焊缝成为筒节,然后与封头或端部法兰拼装焊接成容器,图1-1所示筒体即为单层卷焊式结构。而全体铸造式结构是 最早选用的筒体方法,制作时筒体与法兰可整锻为一体或用螺纹衔接,整个筒身没有焊缝。 焊接技能开展后呈现了分段铸造,然后焊接拼合成全体的锻焊式筒体。非焊接瓶式筒体首要 有两种制作办法:一种是由无缝钢管经过两头热旋压收口制成;另一种是钢锭冲压后再 经过热旋压收口。一般,全体铸造式和锻焊式筒体首要用于高压和高压容器中,而非焊接 瓶式筒体常用于制作非焊接大容积瓶式压力容器。

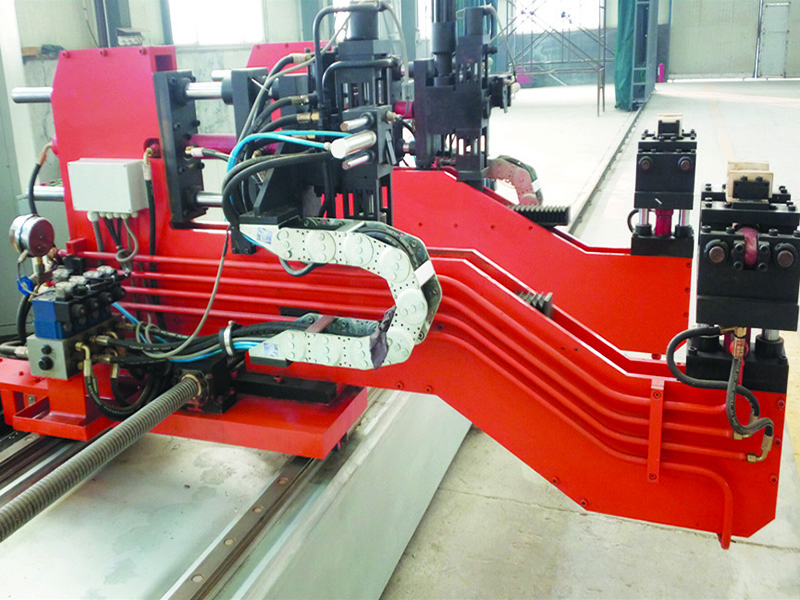
滨州全套焊管制造机是一种运用油水平衡操控对钢管进行静水压实验的机器。它首要有以下几部分组成:钢管传送设备、水路体系、油路体系和操控体系。钢管传送设备担任钢管的进出传送,水路体系担任钢管进行静水压实验时向钢管里充水镇压,油路体系担任钢管静水压实验时操控封头完结管端油水压力平衡,操控体系担任整个设备的主动运转操控和实验数据的主动保存和前史数据的办理。硬件体系首要由上位机、下位机、人机接口、现场传感器和可执行元件组成。滨州全套焊管制造机上位机包含工程师站和操作员站,他们共用一台电脑,上位机还作为数据服务器运用,存储实验数据。软件体系包含:监控组态软件、前史数据办理软件、PLC运转开发软件(Step 7 Micro Win 3.2)。




