
电话:0534-7630699/7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

吉林全套焊管制造机组压力容器根本组成。吉林全套焊管制造机组一般是由板、壳组合而成的焊接结构。受压元件中,圆柱形筒体、球罐 (或球 形封头)、椭圆形封头、碟形封头、球冠形封头、锥形封头和膨胀节所对应的壳别离是圆柱 壳、球壳、椭球壳、球冠+环壳、球冠、锥壳和环形板+环壳。而平盖 (或平封头)、环形 板、法兰、管板等受压元件别离对应于圆平板、环形板 (外半径与内半径之差大于10倍的 板厚)、环 (外半径与内半径之差小于10倍的板厚)以及弹性根底圆平板。上述7种壳和4 种板能够组合成各种压力容器结构方法,再加上密封元件、支座、安全附件等就构成了一台 完好的压力容器。图1-1为一台卧式压力容器的总体结构图,下面结合该图对压力容器的基 本组成作简略介绍。
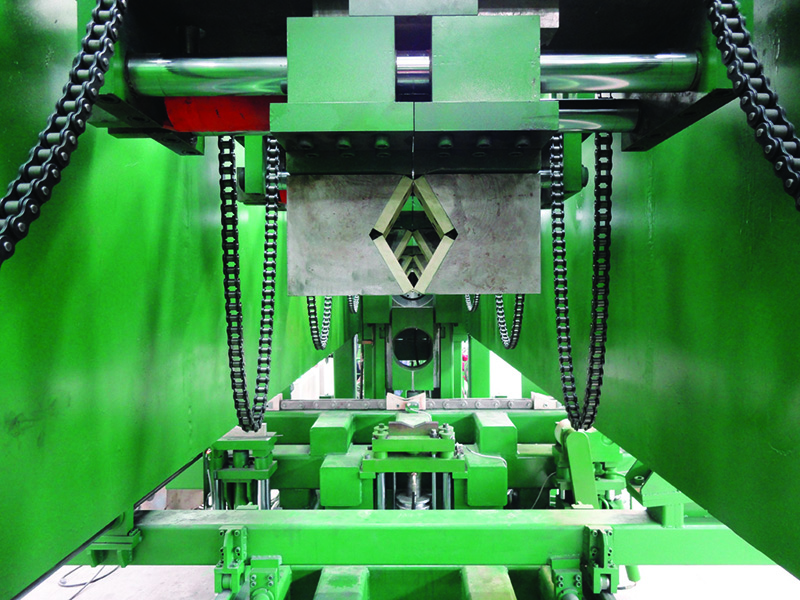
吉林全套焊管制造机组是检验制作钢管产品质量的首要设备类型之一,能够对钢管进行必定的压力与一段时刻的水压实验,熟练掌握并且了解了这些智慧的密封性与其他存在的缺点等状况,然后能够判别出这些钢管是否具备了防止走漏的压力,原料能否到达了工艺规划的需求。本文对全套焊管制造机组厂家液压体系中容易呈现的许多毛病进行剖析,并概括总结出相应的处理对策。众多周知,机械中所容易引起的毛病首要的原因是因为轴承光滑不行而发生的卡死现象,依据不完全统计,有90%以上的体系机械毛病是因为不行光滑的原因所引起的,而水压机中许多毛病问题也是因为光滑原因而引起的。

一般的吉林全套焊管制造机组无缝钢管的出产工艺能够分为冷拔与热轧两种,冷轧无缝钢管的出产流程一般要比热轧要杂乱,管坯首先要进行三辊连轧,揉捏后要进行定径测验,假如外表没有呼应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要留意外表是否有大量的起泡发生,假如有大量的起泡发生阐明钢管的质量达不到呼应的规范。外观上冷轧无缝钢管要短于热轧无缝钢管,全套焊管制造机组厂家永旺彩票冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,可是外表看起来比厚壁无缝钢管愈加亮堂,外表没有太多的粗糙,口径也没有太多的毛刺。 热轧无缝钢管的交货状况一般是热轧状况通过热处理后进行交货。

吉林全套焊管制造机组厂家水压实验完毕后,体系卸压排水,密封腔也敏捷卸载,大空隙密封敏捷恢复到初始状况,此时钢管可自在进出,且不会损坏密封,一同密封对钢管外表没有损害。初始状况下,胶环的内径、扇形块、L形块内径尺度共同。全套焊管制造机组厂家永旺彩票当胶环在高压水的效果下,对大空隙密封施加外力,使得聚氨酯胶环径向收缩,L形块和扇形块相互协作起到支撑效果,紧抱钢管封住水压。大空隙径向密封技能是为进步钢管水压实验的作业功率、延伸水压实验中密封体系的运用寿命应运而生,有推广运用价值。
吉林全套焊管制造机组当压力升至作业压力的1.25倍时应中止升压,坚持20分钟时刻(此间不允许做任何查看),压降不超越0.2Mpa即为合格。全套焊管制造机组厂家实验完毕后应缓慢降压,当降至作业压力时查看人员可进入现场再进行查看,查看作业完毕后,继续降压,降压速度可操控在0.3~0.5MPa/min。当压力降至0.1Mpa时,翻开空气阀,将“压死”的安全阀复原,将汽包就地水位计投入,放水至最低可见水位。(放水前告诉化验人员,如水质合格应回收,否则排掉。)水压实验后,应将实验结果及查看中所发现的问题记录在交接班记录簿内。水压实验合格的规范:①升压至规则值后经过20分钟压降不超越0.2Mpa。② 承压部件无焊口漏水及湿润现象。③承压部件无残余变形的痕迹。

吉林全套焊管制造机组选用传统的密封方法,出产功率极低,密封圈消耗惊人,成本居高不下。大空隙密封技能,运用到无缝钢管水压实验机上,消除了钢管进出水压实验设备的运送过程中对密封、钢管及丝扣发生的损坏。接受压力的钢管,如锅炉管、油管、套管等,都要进行水压实验,水压实验机是出产承压钢管必不行少的设备。全套焊管制造机组通过向钢管内灌水、加压、保压等工序,来检测管壁所能接受压力的才干。从现在国表里运用的水压实验机来看,高压水压实验机的中心技能问题是试压头密封技能。水压实验机常运用的密封技能可分为径向密封和端面密封,端面密封只适用于低水压实验(10MPA以内),无缝钢管水压实验(压力高)都选用径向密封,现在运用较多的种密封技能有以下五种:一般外径密封:是一个牢靠而又简略的办法,运用广泛,现有水压实验机大部分选用该种密封技能,实验压力在15MPA以内。密封圈靠作业水压胀开来完成对钢管外径的密封(有时也选用两个密封圈)。




