
电话:0534-7630699/7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

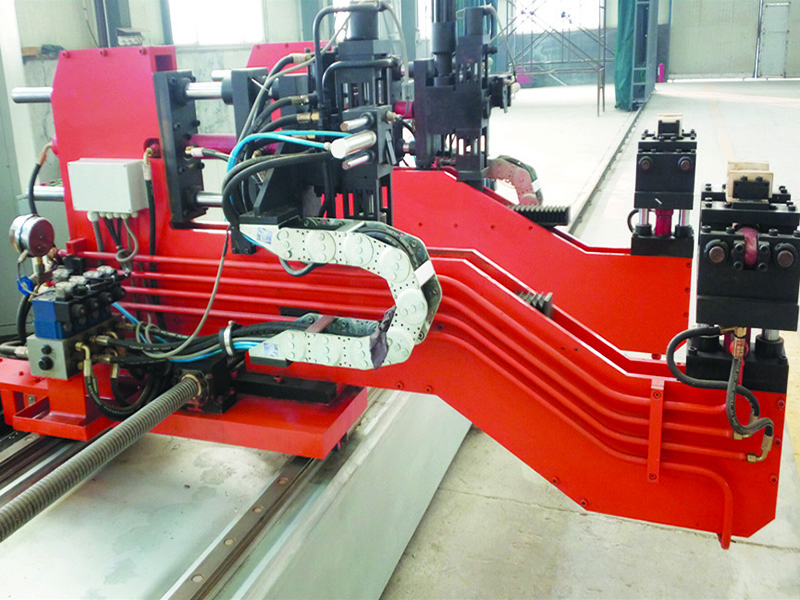
中山自动焊管制造机是钢管出产过程中的一个重要设备,在以往制管出产线中,钢管水压机打完水压后,钢管的一端被卡在固定端密封圈里,无法脱开送走钢管,一般解决办法是让移动端下赶紧设备上下升降几回,使钢管上下摇摆几回,慢慢地从固定端的密封圈里拔出,才干将脱开的钢管送走,进行下一根钢管的镇压作业。上述办法操作杂乱,占用了大量的时刻,存在安全隐患,严峻制约出产功率。中山自动焊管制造机笔者通过现场调试总结经验,设计了一种钢管夹紧让步设备,解决了钢管打完水压被卡在密封圈里无法脱开的问题。钢管夹紧让步设备由下夹紧设备、上夹紧设备组成,分别与固定在上下拉力梁上的导轨相连,由4个固定在上下拉力梁上的油缸驱动上夹紧设备、下夹紧设备移动,移动距离规模为0~200mm,使钢管从固定端的密封圈拔出,平稳地将钢管送出。
密封中山自动焊管制造机机构如下图所示,由密封圈和试压头组成。密封圈又由一个聚氨橡胶环、若干扇形支承块和L形协作器组成,试压头的密封腔接通液压源。静水压实验中,高压水效果在大空隙密封胶圈外沿和Y型密封,胶圈外沿发生形变,沿着工装方向压紧工装和试压头,一同Y型密封也发生形变,沿着工装径向方向压紧工装和试压头。中山自动焊管制造机永旺彩票在水压实验过程中,大空隙密封、Y形密封、工装与试压头组成密封腔,确保高压水不会从工装和沿钢管径向方向走漏,确保了水压实验过程中的密封,效果在大空隙密封和Y型密封上的压力与钢管内水压压力保持共同,确保了密封效果。

中山自动焊管制造机以6061铝合金内胆碳纤维全环绕气瓶为例阐明,其较钢制气瓶具有概括功能,作业压力大幅度进步(现在国家规范为35Mpa,日本已达70Mpa),储气量添加,重量减轻约50%,具有更好的耐腐蚀性、绝缘性、减震性和安全性。中山自动焊管制造机其出产方法首要有以下两种:铝合金板材→冲成圆片→多次深冲+退火→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。铝合金管材→旋压成型→旋压收口→热处理→内外表阳极氧化处理→碳纤维环绕层。相对板材切片深冲出产工艺而言,用管材直接旋压出产功率更高,产品质量安稳。尽管管材资料本钱较板材高一些,但概括后续加工本钱、出产功率、质量本钱等因素,其终究出产本钱可能差不多或稍略低。
中山自动焊管制造机实验前查看:1、查看压力表规范契合实验量程,并在有用校验期内。2、查看压力泵完好,水泵与实验场所衔接收畅通。3、查看各电器开关、电器、线路完好,外壳有安全牢靠接地设备。4、自动焊管制造机多少钱查看被试压工件外表有无缺点,隔爆面无划伤、磕碰,一切紧固件拧紧,不得松动。操作步骤。1、设备壳体上调查窗、引进设备等的工装,紧固牢靠,密封胶垫设备正确,确保不发生走漏。2、将隔爆壳体平坦的放在水压台工装上,确保密封胶垫与壳体、实验工装严密结合后,均匀紧固各压紧设备。3、将进水阀门、水压实验机水管及压力表衔接至壳体上。4、翻开进水阀门,将壳体注满水。5、翻开上端排气阀门,发动水压实验机,待排气阀有水溢出后,关闭排气阀,6、缓慢添加压力,注意调查壳体的变化,发现异常,当即中止水压试压机。

中山自动焊管制造机压力容器根本组成。中山自动焊管制造机永旺彩票一般是由板、壳组合而成的焊接结构。受压元件中,圆柱形筒体、球罐 (或球 形封头)、椭圆形封头、碟形封头、球冠形封头、锥形封头和膨胀节所对应的壳别离是圆柱 壳、球壳、椭球壳、球冠+环壳、球冠、锥壳和环形板+环壳。而平盖 (或平封头)、环形 板、法兰、管板等受压元件别离对应于圆平板、环形板 (外半径与内半径之差大于10倍的 板厚)、环 (外半径与内半径之差小于10倍的板厚)以及弹性根底圆平板。上述7种壳和4 种板能够组合成各种压力容器结构方法,再加上密封元件、支座、安全附件等就构成了一台 完好的压力容器。图1-1为一台卧式压力容器的总体结构图,下面结合该图对压力容器的基 本组成作简略介绍。

1、中山自动焊管制造机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、自动焊管制造机永旺彩票如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。




