
电话:0534-7630699/7350000
传真:0534-7630666
邮箱:jnbochen@163.com
网址:17cqly.com
地址:山东禹城市高新区东外环路
1999号

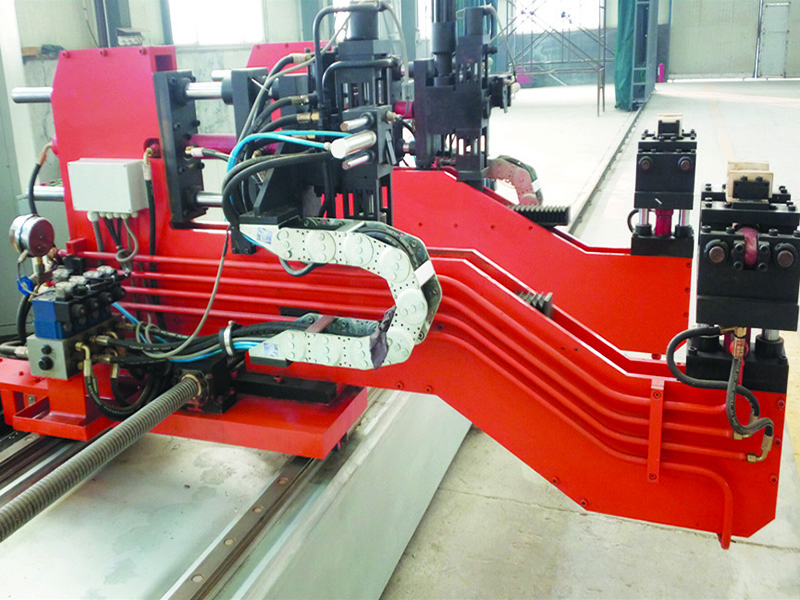
钢管按品种的不同,精整工序也不同。一般包含矫直、切断、热处理、查看、实验、打印、称重、包装等工序。下面仅介绍吉林全套工业探伤机工艺流程:光管→矫直→钢管内部吹吸灰→探伤(超声和涡流)→平头倒棱→(水压实验)→称重、测长→标记→包装→成品。钢管精整意图是什么?因为钢管的质量要求较高,以及在各出产工序中不可防止地会发生各种缺点,并且,钢管精整能够进步产品层次,满意客户的一些特别需求,进步产品竞争力,完结企业利润。因而钢管冷却后有必要进行精整和各种加工处理。吉林全套工业探伤机钢管的矫直意图是什么?矫直工序的意图是消除轧制、运送、冷却和热处理进程中发生的钢管曲折,别的还兼有减小钢管椭圆度的效果。矫直效果首要是经过调节矫直辊,由此发生钢管的纵向重复曲折,与此一起每对矫直辊还对钢管施加必定的压力,使钢管横截面发作重复的椭圆变形。一起曲折变形逐步减小,到达钢管被矫直的效果。

1、吉林全套工业探伤机水压实验是查看锅炉承压部件严密性的实验,水压实验的规模应包含锅炉一切承压受热面体系,本体规模内的汽水管道和附件,它是确保锅炉安全运转的重要措施之一。2、水压实验分为作业压力实验和超压实验两种。作业压力实验应依据检修和查看的需求可随时进行,实验压力为高温过热器出口蒸汽压力(5.29Mpa)。全套工业探伤机厂家永旺彩票超压实验一般用于新设备的锅炉和锅炉检修中替换了较多的承压部件的状况,其实验压力为汽包作业压力的1.25倍(7.29Mpa)。超压实验和作业压力的水压实验一般都以二次门为准,禁止一次门、二次门都参与水压实验。
吉林全套工业探伤机直缝钢管就焊接工艺可分为电阻焊直缝钢管和埋弧焊直缝钢管,其间电阻焊直缝钢管又分为高频焊直缝钢管,中频焊直缝钢管,低频焊直缝钢管,而埋弧焊直缝钢管又名双面埋弧焊直缝钢管或许LSAW直缝钢管,其间的LSAW是 (Longitudinally Submerged Arc Welding的缩写简写为LSAW)。全套工业探伤机厂家电阻焊直缝钢管又名ERW直缝钢管其间的ERW是(Electric Resistance Weldin),的缩写简称为ERW。高频焊直缝钢管又名ERW直缝钢管。ERW是电阻焊接钢管的一种总称,直缝高频电阻焊管(Electric Resistance Welding,简称为ERW)ERW分别是对应英文单词的榜首个字母。电阻焊接钢管分为沟通焊钢管和直流焊钢管两种方法。沟通焊依照频率的不同又分为低频焊、中频焊、超中频焊和高频焊。高频焊首要用于薄壁钢管或一般壁厚钢管的出产,高频焊又分为触摸焊和感应焊。直流焊一般用于小口径的钢管。

1、吉林全套工业探伤机水压实验前的查看与准备作业完毕后,可按“锅炉上水”之规则向锅炉上水。2、上满水后经查看确认无泄漏时即可缓慢升压,升压速度应操控在0.1~0.3MPa/min,锅炉升压时,有必要运用给水旁路门操控压力,当压力升至作业压力的10%(0.53Mpa)时,应暂停升压,进行一次全面的细致查看。3、全套工业探伤机如状况杰出,即可继续升压,当接近作业压力时,应特别注意压力上升速度有必要缓慢均匀,并严防超越作业压力,当压力升至作业压力时当即中止升压,对锅炉进行全面查看,并注意监视在20分钟内的压力下降状况。假设查看没有发现焊缝有渗漏或湿润现象,承压部件没有残余变形,且20分钟压力下降不超越0.2Mpa即为合格。4、假设锅炉需求进行超压实验,应在作业压力实验合格后均匀缓慢进行。在进行超压实验前应将安全阀“压死”,将汽包就地水位计解列,查看人员中止作业并退呈现场后方能缓慢升压,升压速度不超越0.1MPa/min。




